

Зуборезная головка с равной стойкостью боковых и вершинных режущих лезвий предназначена для обработки конических зубчатых колес с круговыми зубьями, а также может быть использована для обработки цилиндрических колес с арочными зубьями.
Cтандартная зуборезная головка имеет следующие недостатки. Вершинные режущие лезвия резцов головки имеют стойкость примерно в два раза меньше боковых режущих лезвий. При переточке резцов головки вместе с изношенными вершинными режущими лезвиями перетачиваются еще не изношенные и работоспособные боковые режущие лезвия. Это ведет к нерациональному расходованию дорогостоящих инструментальных материалов, уменьшает стойкость головки и увеличивает расходы за счет более частой переточки и неизбежной остановки и простоя зуборезных станков.
Эту проблему можно решить,используя зуборезную головку с равной стойкостью боковых и вершинных режущих лезвий. Особенностью этой головки является то, что в ней, дополнительно к стандартным резцам, работающим и боковыми и вершинными режущими лезвиями, установлены чередующиеся через один со стандартными специальные резцы, работающие только вершинными режущими лезвиями.
Cтандартные резцы обрабатывают и эвольвентную часть зуба колеса и основание зуба колеса, а специальные резцы обрабатывают основание зуба колеса.
Cпециальные резцы имеют на вершине радиусную часть или упрочняющую фаску с выходом на боковое режущее лезвие, которое обязательно должно иметь место в специальных резцах, в том числе и как резерв для переточки зубьев по торцу.Отметим следующее. Зуборезная отличается от обычных режущих инструментов [1,2] (концевых фрез, торцовых фрез, цилиндрических фрез) более сложной кинематикой резания. При обработке зубьев конического колеса зуборезная головка вращается и описывает движение обкатки в результате перемещения рабочего хода люльки зуборезного станка. Время рабочего хода люльки равно времени обработки одной стороны зуба колеса;после этого колесо поворачивается на расчетное число зубьев. То есть имеет место особенность, специфика нарезания конических колес, cвязанная со взаимным обкаточным движением резцов головки и зубьев колеса; cначало обрабатывается эвольвентная часть зубьев колеса боковыми режущими лезвиями стандартных резцов головки, а уже потом обрабатывается основание вершинными режущими лезвиями этих же стандартных резцов. Несмотря на то, что основание зуба по протяженности меньше эвольвентной части зуба, его обработка происходит напряженно, с выделением большого количества теплоты, а теплота является основной причиной износа резцов. Поэтому имеет место следующее направление увеличения стойкости вершин резцов
[3,4 ], основанное на изменении кинематики станка. При обработке основания зуба колеса скорость резания в результате изменения кинематики станка уменьшается, и вследствие этого уменьшается теплота резания; при этом стойкость вершинного режущего лезвия приближается к стойкости бокового режущего лезвия.
Зуборезная головка с равной стойкости боковых и торцовых режущих лезвий решает задачу равностойкости путем изменения конструкции инструмента, а не изменения конструкции станка [3,4 ].
На рис.1 представлена зуборезная головка с равной стойкостью боковых и торцовых режущих лезвий, когда в работе резания находится стандартный резец, а специальный резец вышел из резания.
На рис.1: 1- корпус зуборезной головки; 2 – винты крепления; 3 –державка стандартного резца, к которой припаивается режущая твердосплавная пластина 5, обрабатывающая методом обкатки и эвольвентную часть зуба и основание зуба колеса; 4 – державка специального резца, к которой припаивается режущая твердосплавная пластина 6, обрабатывающая методом обкатки основание зуба колеса; 7- эвольвентная часть зуб колеса; 8-основание зуба колеса; Ra –радиус окружности вершин зубьев колеса в среднем сечении; Rакт –радиус начала активного, эвольвентного профиля зуба колеса; Rf –радиус окружности оснований (впадин) зубьев колеса.
На рис.2 представлена зуборезная головка с равной стойкостью боковых и торцовых режущих лезвий, когда в работе резания находится специальный резец,обрабатывающий основание, а стандартный резец вышел из резания. На рис.2 обозначения такие же, как и на рис.1, в том числе: Ra –радиус окружности вершин зубьев колеса в среднем сечении; Rакт –радиус начала активного, эвольвентного профиля зуба колеса; Rf –радиус окружности оснований (впадин) зубьев колеса.
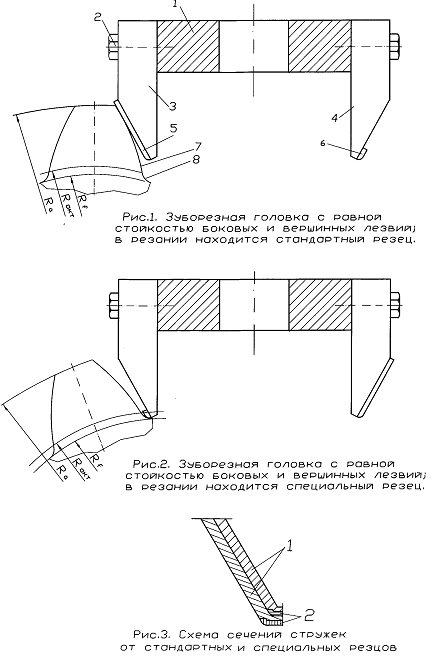
На рис.3 представлены схемы сечений стружек: 1- cхемы сечений стружек стандартными резцами; 2- cхемы сечений стружек специальными резцами.
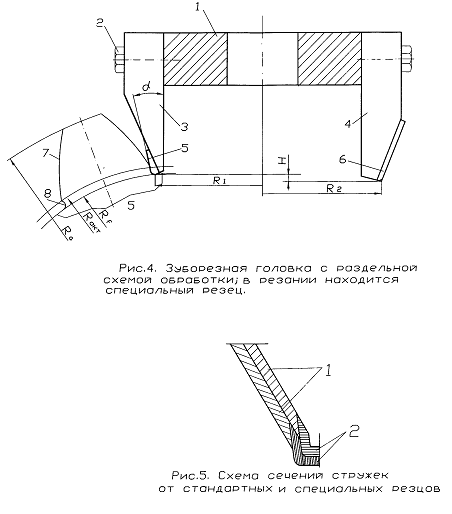
Здесь необходимо отметить следующее важное обстоятельство. Известны зуборезные головки с раздельной схемой обработки для нарезания зубьев с поднутренным основанием, в которых кроме стандартных резцов установлены специальные резцы [3,4]. Такая головка с раздельной схемой обработки представлена на рис.4
На рис.4: 1- корпус зуборезной головки; 2 – винты крепления; 3 –державка специального резца, к которой припаивается режущая твердосплавная пластина 5, обрабатывающая методом обкатки и эвольвентную часть зуба и основание зуба колеса; 4 – державка специального резца, к которой припаивается режущая твердосплавная пластина 6, обрабатывающая методом обкатки основание зуба колеса; 7- эвольвентная часть зуб колеса; 8-основание зуба колеса; Ra –радиус окружности вершин зубьев колеса в среднем сечении; Rакт –радиус начала активного, эвольвентного профиля зуба колеса; Rf –радиус окружности оснований (впадин) зубьев колеса; R1 –расстояние вершины режущей твердосплавной пластины специальных резцов от оси головки (стандартное расстояние); R2 – расстояние вершины режущей твердосплавной пластины стандартных резцов от оси головки (R1 > R2); Н – разность вылетов стандартных и специальных резцов; α – угол профиля специального резца (отличный от стандартного).
Зуборезные головки с раздельной схемой обработки предназначены для нарезания зубьев конических колес с поднутренным основанием; это специальные головки. Cпециальные резцы в этих головках имеют угол профиля отличный от стандартного, по этой причине эти головки не могут обрабатывать зубья стандартных колес; стойкость специальных резцов в 3-4 раза меньше стандартных, так как они несут большую нагрузку. В этих головках и не ставится задача получения равностойкости, а ставится задача получения оптимальной геометрии поднутренного основания зубьев.
На рис.5 представлены схемы сечений стружек для зуборезной головки с схемой обработки: 1- cхемы сечений стружек стандартными резцами; 2- схемы сечений стружек специальными резцами.
Зуборезная головка с равной стойкости боковых и торцовых режущих лезвий на рис.1 и на рис.2 обрабатывает стандартные колеса и отличается от стандартной головки тем, что в ней дополнительно установлены специальные резцы, которые помогают стандартным резцам головки обрабатывать основание зубьев. То есть основание зубьев обрабатывает в два раза больше режущих лезвий и стойкость боковых и вершинных режущих лезвий выравнивается и становится примерно одинаковым, а стойкость головки в целом увеличивается примерно в два раза и становится равным стойкости боковых режущих лезвий.
Анализ стойкости зуборезной головки с равной стойкостью боковых и торцовых режущих лезвий проведен в институте «Гипроуглемаш» в производственных условиях на зуборезном станке мод. 528С при получистовом нарезании конических колес с припуском 0,8 мм под чистовую обработку. Использовали стандартную зуборезную головку типа ЭНИМС с номинальным диаметром 457,2мм (18”), в которой поочередно установлены 12 стандартных и 12 специальных резцов. То есть головка отличается от стандартной тем, что в ней дополнительно установлены специальные резцы меньшей высоты, равной высоте cтандартного основания зуба колеса.
Высота основания равна h=0,3۰m и расчитывыается по среднему диаметру биэквивалентных цилиндрических колес Z1э,Z2э по формуле Z1э =Z1 / Cos ω3 ۰ Cos γ1 ; Z2э =Z2 / Cos ω3 ۰ Cos γ2 , где: m –величина модуля, это отношение шага зацепления к числу π; Z1 – число зубьев конической шестерни; Z2 –число зубьев конического колеса;
Z1э – число зубьев биэквивалентной цилиндрической шестерни; Z2э – число зубьев биэквивалентного цилиндрического колеса; ω – угол наклона зубьев колес; γ1 – угол делительного конуса конической шестерни; γ2 – угол делительного конуса конического колеса.
Головка односторонняя, способ нарезания – встречный. Параметры нарезаемых колес: m=13,5 мм – величина модуля; Z1=12-15 – число зубьев конической шестерни; Z2=20-25 – число зубьев конического колеса; В =70 мм – ширина зучатых венцов; V =90-130 м/мин – скорость резания; t =12-20c. Резание происходило без применения СОЖ. Угол наклона зубьев равен нулю (колеса типа Зерол).Колеса изготавливались из стали 20Х2Н4А твердостью 197- 241 НВ. Критерий затупления резцов f=0,3мм по задней поверхности; режущие пластины из твердого сплава ВК10 ОМ, припаянные к державке припоем Л63.
Результаты замеров статистически обработаны [ 7 ] и сведены в таблицу 1.
Таблица 1. Cтойкость режущих лезвий Тр в зависимости от t и V
| Cтойкость боковых и вершинных режущих лезвий,Тр,час | Время обработки одной стороны зуба,t,c | Cкорость резания, V, м/мин |
|
27,9 |
20 |
110 |
|
21,0 |
15 |
110 |
|
16,8 |
12 |
110 |
|
42,5 |
20 |
90 |
|
19,5 |
20 |
130 |
Стандартная зуборезная головка при обработке среднелегированных сталей имеет стойкость примерно 14 часов. Из таблицы 1 видно, что испытуемая головка имеет стойкость примерно в два раза больше стандартной при рекомендуемых режимах резания t =20с, V=110м/мин для среднелегированных сталей [ 8 ]. Другие строки таблицы соответствуют другим режимам резания и других сталей, которые всегда имеют место в технологических процессах
технологических предприятий.
В начальной стадии процесса резания (когда все резцы головки острые) нарезаемые колеса имеют 8-ю степень точности с шероховатостью поверхности Rz=10-15мкм.
Степень кинематической точности по биению зубчатого венца определялась на приборе
ЧЗМИ, степень плавности работы по отклонению окружного шага определялось шагомером БВ-5044. Степень точности по шероховатости определялась по эталонам шероховатости. В конце периода стойкости по критерию величины фаски износа на задней поверхности f=0,3 мм степень точности из 8-ой частично, по некоторым показателям, переходила в 9-ую. После затупления резцы по боковым режущим лезвиям и по вершинным режущим лезвиям перетачивались вне корпуса фрезы в специальном приспособлении на плоскошлифовальном станке алмазными кругами. Величина затупления резцов определялась с помощью лупы Бринелля непосредственно на станке после его остановки.
На основании табл.1 c использованием
[ 7 ] была выведена эмпирическая формула стойкости зуборезной головки с равной стойкости боковых и вершинных режущих лезвий на базе степенных функций
Т= С· t x / Vy ,
где: Т – стойкость боковых и вершинных режущих лезвий (час); t – время обработки одной стороны зуба колеса(с); V – cкорость резания (м/мин); C=30600 – безразмерная эмпирическая постоянная; x,y – эмпирические коэффициенты: x=0,96 и y=2,1.
Численный пример. Найти стойкость Т при t= 20 с, V=130 м/мин.
Т= 30600· 20 0,96 / 1302,1 =19,5 чac.
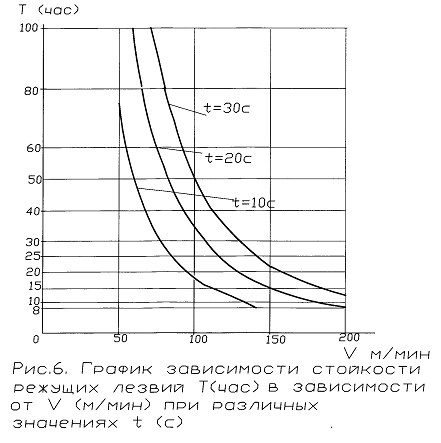
На основании табл.1 c использованием
[ 7 ] был построен эмпирический график, представленный на рис.6, где Т – стойкость боковых и вершинных режущих лезвий (час); V- скорость резания (м/мин); t – время обработки одной стороны зуба (с).
Равностойкость боковых и вершинных режущих лезвий резцов в зуборезной головке с равной стойкостью боковых и вершинных режущих лезвий является приблизительной и может незначительно нарушаться в ту или в другую сторону при изменении режимов резания или допусков на биение режущих лезвий стандартных и специальных резцов. Восстановление равностойкости режущих лезвий резцов в головке может осуществляться изменением при переточке величин радиусов закругления вершин резцов. Заметим, что точно, c небольшими колебаниями установить равностойкость можно только при установившемся технологическом процессе, характерном для массового и крупносерийного производства.
ВЫВОДЫ
Основное назначение зуборезной головки с равной стойкостью боковых и вершинных режущих лезвий состоит во внедрении ее в производство, так как эта головка, наряду с экономией инструментального материала, имеет стойкость режущих лезвий при типовых режимах резания ориентировочно в два раза больше по сравнению со стандартной.
Библиографический список
- Патент на полезную модель 125502 РФ МПК 7 В23В 27/16 Концевая фреза повышенной стойкости. Авторы Черкашин В.П., Водилов А.В. Опубликовано в бюллетене №7 2013.
- Черкашин В.П., Водилов А.В. Анализ неравномерности фрезерования концевой фрезой с равной стойкостью боковых и торцовых режущих лезвий с помощью компьютерного моделирования. Электронный журнал Современная техника и технологии.Июнь, 2012.
- Силкин В.П. Cтабилизация сил и температуры резания при черновой обработке конических колес с круговыми зубьями// Станки и инструмент.-1984.- №7.-с.36-37.
- Силкин В.П. Черновая обработка конических колес с переменной скоростью резания// Вестник машиностроения.-1981.- №9.-с.26-27.
- Черкашин В.П. Выбор параметров зуборезной головки с раздельной схемой обработки// СТИН.-2006.- №12.-с.14-16.
- Черкашин В.П. Стойкость зуборезной головки для нарезания конических колес// СТИН.-2003.-
- №6.-с.33-35.
- Яковлев К.П. Математическая обработка результатов измерений.-М.-Л. Госуд. Издательство научно-технической литературы.1950. 388 c.
- Cправочник металлиста. В 5т.// Е.Д. Баклунов, А.К. Белопухов, М.И. Жебин и др. Под ред. А.Н. Малова.-М.: Машиностроение. 1977.Том 3.-748 c.