

Одним из основных факторов, влияющих на стабильную работу прокатных клетей является конструкция, техническое состояние и правильная настройка элементов главной линии привода вращения прокатных валков. Высокий уровень нагрузок в главной линии предъявляет особые требования к шпиндельным устройствам, передающим крутящий момент от привода к прокатным валкам. Передача момента осуществляется в широком диапазоне положений прокатных валков, определяемым диаметром их бочек и межвалковым зазором. При этом перекосы тела шпинделя относительно муфтовых соединений с валками и приводом достигают весьма значительных величин: для обжимных, толстолистовых и заготовочных станов угол наклона составляет 3-10°, для листовых и сортовых станов 1-2°. Передаваемый крутящий момент достигает 3,0 и более МН*м-2.Длину шпинделя по осям шарнирных соединений определяют из допустимого (в зависимости от конструкции) угла перекоса “α”, определяющим максимальное перемещение прокатного валка в диапазоне «Н» по формуле .
Масса шпинделя широкополосных станов горячей прокатки достигает 20 тонн. Частота перевалок прокатных валков определяется объемом прокатанного металла и составляет для чистовой группы станов горячей прокатки 700-2500 тонн или 2-4 часа работы прокатного стана. Время перевалки составляет весьма значительную величину в общем балансе времени работы прокатного стана. Для облегчения сочленения хвостовика прокатного валка и муфтовой части шпинделя между ними конструктивно оставляется зазор, составляющий 0,5-1,0 мм. Во время работы зазоры в сочленениях из-за износа увеличиваются и достигают 8-12 мм. При этом возможно образование ложного шарнира в сочленении «хвостовик – муфта». Угол перекоса в сочленении может достигать величин сравнимых с конструктивными (1-2°).
Из-за разных углов перекоса в шарнирах со стороны привода и хвостовика, прокатный валок вращается неравномерно, а валковая муфта имеет осевое перемещение. Наличие зазоров определяет высокий уровень динамических нагрузок в линии главного привода это приводит не только к снижению надежности оборудования, но и к возникновению нестабильности (колебательности) технологического процесса, а также росту потерь электроэнергии [1, 2]. Наибольшие зазоры раскрываются на участке от рабочих валков до шестеренной клети, то есть зазоры раскрыты к моменту захвата полосы валками в посадке валковой муфты на хвостовик прокатного валка и зазоры в шарнирах универсального или зубчатого шпинделя. При холостом ходе в шпиндельных головках и посадке валковой муфты на хвостовик прокатного валка происходит периодическое замыкание и размыкание зазоров. В момент захвата металла валками величина раскрытия зазора в этих соединениях может принимать различные значения. В связи с этим в трансмиссии главного привода можно наблюдать различные уровни динамических нагрузок вплоть до значений, приводящих к поломке приводных хвостовиков прокатных валков.
С целью уменьшения негативного влияния на величину динамических нагрузок в рабочих клетях прокатных станов и на техническое состояние элементов приводов шпиндели должны быть уравновешены усилием, обеспечивающим отсутствие перекоса валковой муфты на хвостовике прокатного валка при наличии между ними перевалочных зазоров.
Авторами разработана расчетная модель уравновешивания шпинделей с учетом отсутствия перекоса валковой муфты на хвостовике прокатного валка на основе исследований, проведенных на широкополосных станах «1700» и «2000» Череповецкого металлургического комбината [3]. На рисунке 1 приведена расчетная схема уравновешивания шпинделя.
Рассмотрены условия равновесия валковой муфты на хвостовике прокатного валка при наличии между ними перевалочного зазора «Δ» относительно крайних точек контакта хвостовика прокатного валка с валковой муфтой шпинделя при условиях: точка «А» – переуравновешивание, точка «В» – недоуравновешивание (см. выражения 1 и 2)
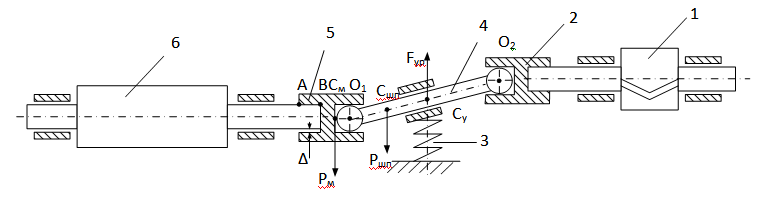
Рисунок 1 – Расчетная схема системы уравновешивания шпинделя
1 – шестеренный валок;
2 – муфта со стороны шестеренного валка;
3 – пружинное уравновешивание;
4 – тело шпинделя;
5 –валковая муфта;
6 – прокатный валок;
Δ – зазор между валковой муфтой и хвостовиком;
А и В – крайние точки контакта хвостовика прокатного валка с валковой муфтой шпинделя;
О1 и О2 – центры шарниров шпинделя;
См – центр массы валковой муфты;
Сшп – центр массы тела шпинделя;
Су – точка приложения уравновешивающей силы;
Рм – усилие от веса валковой муфты;
Ршп – усилие от веса тела шпинделя;
Fур – уравновешивающее усилие.
(1)
<img src=”http://latex.codecogs.com/gif.latex?M_{A}=P_{M}L_{BC_{M}}+P_{шп}L_{BO_{1}}frac{L_{O_{2}C_{шп}}}{L_{O_{2}O_{1}}}-F_{ур}L_{BO_{1}}frac{L_{O_{2}C_{у}}}{L_{O_{2}O_{1}}}<&space;0″ alt=”M_{A}=P_{M}L_{BC_{M}}+P_{шп}L_{BO_{1}}frac{L_{O_{2}C_{шп}}}{L_{O_{2}O_{1}}}-F_{ур}L_{BO_{1}}frac{L_{O_{2}C_{у}}}{L_{O_{2}O_{1}}} (2)
При этом сила уравновешивания должна находиться в пределах:
(3)
При условии совпадения точки приложения центра массы тела шпинделя «Сшп» и точки приложения силы уравновешивания «Су» или а, также, при условии совпадения центра массы шпинделя с геометрическим центром или
уравнение 3 приобретает вид:
(4)
Из анализа формулы 4 видно, что при приближении центра тяжести муфта «См» к точке «В» правая часть уравнения стремится к нулю, а при нахождении центра тяжести муфты «См» между точками «А» и «В» наступает ситуация, при которой положение муфты на хвостовике прокатного валка становится устойчивым даже при отсутствии уравновешивающей силы «Fур».
Расчетная модель показывает, что усилие уравновешивания шпинделя должно быть подобрано и настроено в указанном диапазоне с учетом изменения усилия пружин уравновешивания во всем диапазоне перемещения рабочих валков.
Цифровая обработка результатов применительно к главным линиям широкополосных станов «1700» и «2000» ЧерМК ОАО «Северсталь» показывает, что равновесие валковой муфты на хвостовике прокатного валка достигается при правильной настройке усилия и свободного хода пружин, для чего необходимо регулировать пружины в расчетном диапазоне соблюдая условия горизонтального расположения образующей в крайних верхних и нижних положениях прокатных валков.
Библиографический список
- Кожевников А.В., Сорокин Г.А. Пути снижения потерь электроэнергии при работе автоматизированных приводов прокатных станов // Проблемы черной металлургии и материаловедения. – №4. – 2012. – С. 79-85.
- Кожевников А.В., Белкова С.В. Имитационная модель механической части двух смежных клетей непрерывного стана холодной прокатки // Сталь. – № 5. – 2012. – С. 55-60.
- Снижение динамических нагрузок при захвате полосы на широкополосных станах / В.Д. Плахтин, С.А. Москвитин, Н.Г. Канев и др. // Черная металлургия. Бюлл. Научно-технической информации № 10 (942). – 1983. С. 36-37.