

Лимитирующий износ традиционных стандартных концевых фрез ГОСТ 20538 – 75 происходит в локальных точках на вершине зубьев,что определяет стойкость фрезы в целом. Это недостаток устроняется различными способами, в том числе и применением наноструктурированных покрытий вершин зубьев. Каждый из способов имеет свои преимущества и свои недоствтки и в конечном итоге характеризуется масштабностью применения на практике.
В работе [ 1 ] упомянутый недостаток решается конструктивным способом путем установки дополнительных зубьев у торцовой плоскости фрезы. Дополнительные зубья устраняют износ в локальных точках на вершинах зубьев, обеспечивают стабильную работу фрезы (отсутствие заштыбовки) и повышают ее стойкость (стойкость повышается ориентировочно пропорционально количеству дополнительных зубьев по отношению к количеству номинальных зубьев). Дополнительные зубья должны иметь обоснованую небольшую высоту в целях экономии дорогостоящего инструментального материала.
Дополнительные зубья по сравнению с номинальными могут иметь другой материал, другой угол наклона и другое количество. Наиболее технологичный вариант, когда количество дополнительных зубьев равно количеству номинальных зубьев, иначе при переточке затупленных зубьев нужно делать различные вылеты режущих лезвий, чтобы обеспечить равную толщину стружки.
В данной работе произведен выбор параметров концевой фрезы с раздельной схемой обработки: в зависимости от диаметра фрезы обоснованно выбрано количество дополнительных зубьев, конструктивно размещающихся в торцовой плоскости; для выбранных диаметра и количества зубьев обоснован выбор высоты дополнительных зубьев, обеспечивающих стабильную работу фрезы и повышенную стойкость.
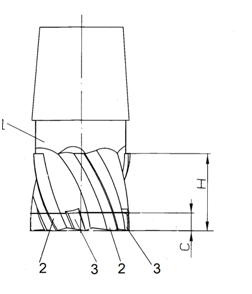
Рис.1. Концевая фреза с раздельной схемой обработки.
На рис. 1 представлена концевая фреза с раздельной схемой обработки:
1 – корпус фрезы; 2 – номинальные зубья; 3 – дополнительные зубья. Н – высота номинальных зубьев; С – высота дополнительных зубьев. На рис.1 количество номинальных зубьев Z1 равно количеству дополнительных зубьев Z2; общее количество зубьев Z =Z1+Z2.
При изготовлении фрезы с раздельной схемой обработки наиболее технологичным вариантом является следующий. Торцовая часть фрезы, содержащая дополнительные зубья высотой С и равные им по высоте номинальные зубья, сначало изготавливается отдельно и затем крепится к основной части фрезы механически или с помощью стыковой сварки. Стыковка зубьев торцовой и основной части фрезы выполняет роль стружкоразделительных канавок, поэтому учитываются их перекрытия при резании.
Дополнительные зубья должны конструктивно размещаться у торцовой плоскости и удовлетворять условию отсутствия перегрева вспомогательных зубьев (что имеет место при слишком малых их высотах), нормального отвода стружки. Дополнительные зубья могут полностью или частично участвовать в работе резания или нем участвовать совсем, то есть имеет место раздельная схема обработки. Высота дополнительных зубьев и количество этих зубьев являются важнейшими параметрами концевой фрезы с раздельной схемой обработки.
В таблице 1 представлены диаметры фрезы и числа дополнительных зубьев, которые конструктивно размещаются с учетом затыловочных частей у торцовой части фрезы.
Таблица 1. Диаметры концевых фрез D и соотвествующее им количество дополнительных зубьев Z2
|
D |
30 |
40 |
50 |
60 |
|
Z2 |
4 |
6 |
7 |
8 |
В таблице 2 приведены для соответствующих значений D,Z2 экспериментальные данные высот дополнительных зубьев, полученные в производственных условиях механического цеха на вертикально-фрезерном станке 6М13П при следующих условиях: обрабатываемый материал сталь 35 140-160 НВ ГОСТ 4543-71 и сталь 20Х2Н4А 180-200 НВ ГОСТ 4543-71; ω=40° – угол наклона специальных режущих зубьев; S =0,3-0,45 мм/об, – то есть величина подачи мм/зуб для средней части фрезы и для торцовой части фрезы различная; V=110 м/мин – скорость резания. Фрезерование производилось без применения СОЖ. Режимы резания типовые машиностроительные [ 2 ],
Таблица 2. Высота дополнительных зубьев С в зависимости от величин D;Z2 для стали марки 35
|
D;Z2 |
30;4 |
40;6 |
50;7 |
|
C |
4,5 |
5,5 |
6,4 |
Таблица3.Высота дополнительных зубьев С в зависимости от величин D;Z2 для стали марки 20Х2Н4А
|
D;Z2 |
30;4 |
40;6 |
50;7 |
|
C |
5,0 |
6,1 |
7,1 |
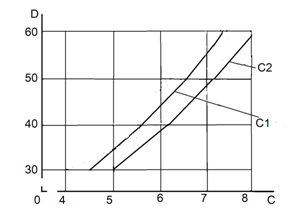
Рис.2. График зависимости высоты дополнительных зубьев С от диаметра фрезы D
На основании табл.2 и табл.3 c использованием
[ 3 ] выведена эмпирическая формула стойкости зуборезной головки с равной стойкости боковых и вершинных режущих лезвий на базе степенных функций
С= А· D x , где: С – высота дополнительных зубьев; x – эмпирический коэффициент, x=0,7;
A – безразмерная эмпирическая постоянная: А = 0,416 для стали 35; А = 0,462 для стали 20Х2Н4А.
На основании табл. 2 и табл.3 c использованием [ 3 ] был построен эмпирический график, представленный на рис.1, где: C – высота дополнительных зубьев в торцовой части фрезы: C1 – для обрабатываемого материала сталь 35; C2 – для обрабатываемого материала сталь 20Х2Н4А; D –диаметр фрезы .
ВЫВОДЫ
Приведены проверенные опытным путем величины высот дополнительных зубьев в торцовой плоскости фрезы, при которых устраняется износ в локальных точках на вершинах зубьев, имеет место стабильная работа фрезы и повышается стойкость.
Библиографический список
- Черкашин В.П., Водилов А.В. Концевая фреза с раздельной схемой обработки// СТИН (станки и инструмент).-2009.- №12.- C.17-19.
- Справочник металлиста.В5т. Под ред.А.Н.Малова.M.: Машиностроение,1977.Т3. 748c.
- Яковлев К.П. Математическая обработка результатов измерений.-М.-Л. Госуд. Издательство научно-технической литературы.1950. 388 c.