

Концевая фреза с равной стойкостью боковых и торцовых лезвий является логическим развитием работ [1-3] с точки зрения совершенствования технологических, конструктивных и эксплуатационных параметров.
Концевое фрезерование в основном сосредоточено на станках с ЧПУ. На этих станках одной концевой фрезой могут обрабатываться не только разные детали, но и разные поверхности и конструктивные элементы в одной детали. При фрезеровании участвуют в резании не только боковые режущие лезвия, но и торцовые режущие лезвия, то есть режущие лезвия у торцовой части фрезы.
Концевые фрезы чрезвычайно чувствительны к колебаниям усилий резания из за возможности появления вибраций. Поэтому глубокие пазы при большой ширине фрезерования целесообразно обрабатывать за несколько проходов (после каждого прохода углубляя фрезу) из за риска возникновения вибраций.Обработка за несколько проходов производится и в тех случаях, когда прочность тела фрезы недостаточная, а также когда недостаточная мощность станка. При фрезе с большим вылетом также обработка производится за несколько проходов . Во всех этих случаях нагружены преимущественно торцовые .режущие лезвия.
При обработке неглубоких пазов и закрытых шпоночных пазов применяется фрезерование с осевой подачей (одновременно с радиальной подачей). Фрезерование методом круговой интерполяции с врезанием одновременно с горизонтальной и осевой подачей применяется для обработки широких пазов и карманов. В этих случаях также преимущественно нагружены торцовые режущие лезвия.
Последний финишний проход (получистовой или чистовой) производится при снятии небольшого припуска. Фрезы при снятии небольшого припуска могут обрабатывать деталь на полную ширину фрезерования в стабильных условиях резания без появления вибраций. Только в этом случае нагружены и боковые режущие лезвия и торцовые режущие лезвия.
То есть торцовые режущие лезвия нагружены значительно чаще, чем боковые режущие лезвия, и поэтому износ торцовых режущих лезвий значительно больше.
Это известно давно и существуют различные способы борьбы с этим недостатком.
Устранение этого недостатка ведется в том числе по пути увеличения стойкости, путем комплексного применения износостойких покрытий, наиболее подверженного износу участка зубьев у торцовой плоскости фрезы. Об этом свидетельствуют следующие работы: Курочкин А.В. Повышение работоспособности твердосплавных концевых фрез путем оптимизации архитектуры многослойных наноструктурированных износостойких
покрытий. Автореферат на соискание ученой степени кандидата техничеких наук. Рыбинский государственный авиационно-технологический университет имени П.А.Соловьева 2012 г. 26с. (на стр. 16);
Свидетельство о регистрации объекта интеллектуальной собственности 10-277. Проектирование и изготовление износостойких покрытий для твердосплавного режущего инструмента, применяемого для обработки деталей газотурбинных двигателей из труднообрабатываемых материалов, Д.И.Волков, В.И.Полетаева, В.В.Махрютин, А.В.Курочкин, М.О.Мезенцев. 2010.
В работе [ 1 ] повышение стойкости достигается установкой дополнительных зубьев в торцовой части фрезы. Дополнительные зубья берут на себя часть работы резания и увеличивают стойкость фрезы в торцовой части и, следовательно, увеличивают стойкость фрезы в целом.
На рис.1 изображена комбинированная концевая фреза с равной стойкостью б
оковых и торцовых режущих лезвий, имеющая сменную торцовую часть.
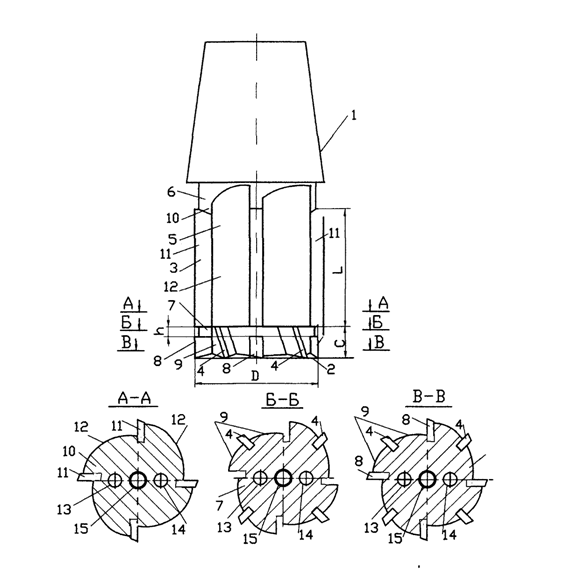
Рис.1. Комбинированная концевая фреза с равной стойкостью боковых и торцовых режущих лезвий, имеющая сменную торцовую часть.
На рис .1: 1 – хвостовик фрезы; 2 – торцовая плоскость фрезы; 3 – прямые режущие зубья; 4 – косые режущие зубья; 5 – затылки для прямых режущих зубьев; 6-тело фрезы, содержащее прямые зубья, косые зубья и затылки; 7 – часть тела у торцовой плоскости, содержащее косые зубья; 8 – часть прямых зубьев на высоте
косых зубьев; 9 – часть затылков на высоте косых зубьев; 10 – основная часть тела фрезы, то есть часть тела 6 не содержащая косые зубья; 11 – часть прямых зубьев, то есть прямых зубьев, содержащаяся в основной части тела 10; 12 – остальная часть затылков, то есть часть затылков, содержащаяся в основной части тела 10; 13, 14 – штифты; 15 – винт; h – расстояние между частями зубьев 8 и 11. Сердцевина фрезы утолщена для увеличения прочности соединения прямых зубьев 11 с затылками 12 и 6.
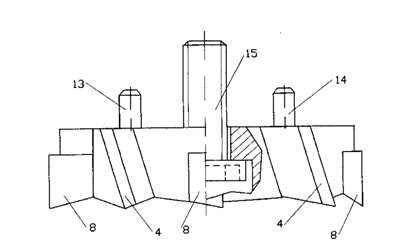
Рис.2. Механически соединение посредством штифтов и винта торцовой части фрезы к основной части фрезы.
На рис .2: 4 – косые зубья; 8- часть прямых зубьев в торцовой части фрезы; 14- штифт; 15-винт.
Конструктивно в соединении и во взаимосвязи всех конструктивных элементов комбинированная концевая фреза выглядит следующим образом.
Концевая фреза, содержащая хвостовик 1, торцовую плоскость 2, прямые зубья 3, косые зубья 4, затылки 5, и тело 6, часть которой 7
у торцовой плоскости содержит косые зубья 4, часть прямых зубьев
8 на высоте косых зубьев и часть затылков 9 на высоте косых зубьев, а основная часть 10 тела 6, содержит остальную
часть прямых зубьев 11 и остальную часть затылков 12. Торцовая часть фрезы, состоящая из части тела 7, части затылков 9, части прямых зубьев 8 и косых зубьев 4, выполнена
раздельной от остальной части фрезы, причем высота части тела 7 и часть затылков 9, при отсчете от торцовой плоскости 2, равна высоте косых зубьев 4, а высота части прямых зубьев 8 меньше высоты косых зубьев 4 на величину h =1 мм, что гарантирует отсутствие контактирования части прямых зубьев 8 в торцовой части фрезы с частью прямых зубьев 11 остальной части фрезы и тем самым обеспечивает работоспособности фрезы, при этом торцовая часть тела 7 с основной частью тела 10 соединена механически посредством штифтов 13, 14 и винта 15, а расстояние между частями зубьев 8 и 11 величиной h =1 мм не только осуществляет отсутствие контактирования между частями зубьев 8 и 11, но и конструктивно выполняет роль нестандартной стружкоразделительной канавкой шириной h =1 мм .
Концевая фреза в работе [ 1 ]
имеет существенный недостаток, состоящий в следующем. Металлорежущий инструмент (в отличие от машинных деталей, где лимитирует износ и усталостная долговечность) должен иметь определенную стойкость режущих лезвий зубьев и при их затуплении зубья должны перетачиваться. Стойкость инструмента является важнейшим эксплуатационным параметром инструмента. Например, стандартная концевая фреза до затупления может работать примерно 1 час, после чего перетачивается; число переточек примерно равно 15. Переточка стандартных фрез осуществляется тарельчатыми шлифовальными кругами на автоматических станках с определенными нормативами по резанию. Переточка инструмента не должна занимать много станочного машинного времени, иначе снижается экономическая эффективность инструмента.
Недостаток концевой фрезы [ 1 ]
состоит в том, что косые зубья в торцовой плоскости фрезы находятся под определенным углом к прямым зубьям и при переточке косых зубьев тарельчатый шлифовальный круг, который как правило имеет большой диаметр и большие разбеги холостого хода,врезается в прямые зубья. А это недопустимо, так как ведет к повреждению прямых зубьев. Поэтому переточка косых зубьев должна вестись небольшими по диаметру шлифовальными головками, а это снижает производительность заточного станка и уменьшает экономическую эффективность самого режущего инструмента.
Устранение этого недостатка конструктивными способами осуществлено в комбинированной фрезе на рис. 1,2.
Торцовая часть фрезы, состоящая из части тела, части затылков, части прямых зубьев и косых зубьев, выполнена раздельной от остальной части фрезы, причем высота части тела и часть затылков, при отсчете от торцовой плоскости, равна высоте косых зубьев, а высота части прямых зубьев меньше высоты косых зубьев на
величину h =1 мм, что гарантирует отсутствие контактирования части прямых зубьев в торцовой части фрезы с частью прямых зубьев остальной части фрезы и тем самым обеспечивает работоспособности фрезы, при этом торцовая часть тела с основной частью тела соединена механически посредством штифтов и винта, а расстояние
между частями зубьев величиной h =1 мм не только осуществляет отсутствие контактирования между частями зубьев, но и конструктивно выполняет роль нестандартной стружкоразделительной канавкой шириной h =1 мм .
То есть при затуплении зубьев торцовая часть фрезы снимается и перетачивается
отдельно от основной (остальной) части фрезы и затем снова устанавливается. При равенстве стойкости всех зубьев (когда число косых зубьев равно числу прямых зубьев) торцовая часть фрезы снимается, затем зубья торцовой части фрезы и зубья основной (остальной) части фрезы перетачиваются раздельно, независимо друг от друга и снова комбинированная фреза собирается; при этом после переточки диаметр фрезы D торцовой части и основной части фрезы должен быть одинаковый.
Между твердосплавными пластинами торцовой части фрезы и основной части фрезы должен быть зазор величиной h. Если зазора не будет и твердосплавные пластины будут контактировыать, то ввиду неизбежной (хотя и незначительной) деформации механического соединения (штифтов и винта) под действием механических и тепловых нагрузок будет иметь место скалывание контактируемых участков пластин, так как твердый сплав имеет небольшой запас прочности по условию хрупкового скалывания.
Зазор величиной h при эксплуатации выполняет роль стружкоразделительной канавки. Стружкоразделительные канавки часто используются в металлорежущих инструментах в самых различных модификациях. Например, в А.с. 1537414 В23 С5/10 21 12 87. CCCР. Применяются стружкоразделительные канавки, боковые поверхности которых выполняются по кривой третьего порядка. Но применение стружкоразделительных канавок должно должно быть технически и технологически
обосновано, так как эти канавки после затупления зубьев требуют правки, а это дополнительные технологические работы. В предлагаемой полезной модели комбинированная концевая фреза имеет стружкоразделительную канавку вследствии изменения конструкции торцовой части для обеспечения работоспособности
комбинированной фрезы. Стружкоразделительная канавки уменьшает силы резания и улучшает стружкоотвод, что важно при обработке менее твердых и вязких сталей (сталь 20, сталь 30). При обработке твердых сталей (например, стали 20Х2Н4А) эффект
от стружкоразделительной канавки в данной фрезе незначителен. Но здесь следует
обратить внимание на следующее важное обстоятельство. Применение концевых фрез сосредоточено в основном на станках с ЧПУ. А на этих станках одной фрезой может обрабатываться несколько деталей, которые имеют разную твердость и вязкость; разная
твердость и вязкость может быть и при обработке различных поверхностей одной
детали, причем фрезерование чаще ведется торцовой частью .
Cтружкоразделительная канавка во фрезе на рис.1 нестандартная, так как имеет глубину на всю толщину твердосплавной пластины, а стандартная стружкоразделительная канавка имеет глубину примерно от 2 мм до 5 мм.
Нестандартной конструкции стружкоразделительная канавка является важнейшим
параметром комбинированной концевой фрезы
Ширина нестружкоразделительной канавки примерно равна 1 мм, то есть должна гарантировать отсутствие соприкосновение твердосплавной пластины торцовой части фрезы с твердосплавной пластиной остальной части фрезы.
В комбинированной концевой фрезе предлагаемой полезной модели конструктивно
взаимосвязаны стружкоразделительная канавка в торцовой части фрезы и механическое крепление торцовой части к основной части фрезы. Механическое крепление состоит из штифтов и винта; это разъемное крепление (в отличие, например, от сварочного, паяного или клеевого соединения) и элементы этого крепления имеют деформацию. Деформацию имеют любые элементы механических креплений: шпоночные, клиновые и т.д. Предпочтение отдано механическому соединению из штифтов и винта, как более технологичному для соединения двух разборных поверхностей; то есть торцовая часть при разборном соединении может быть заменена на другую с другим числом косых зубьев.
Заметим следующее.
Если абразивным кругом отрезать торцовую часть фрезы на высоте косых зубьев и затем пристыковать ее к основной части фрезы посредством штифтов и винта без уменьшения высоты прямых зубьев 8 в торцовой части, то при виде сбоку внешний вид фрезы практически не изменится (так как здесь h=0мм). Теоретически можно даже не заметить, что торцовая часть отрезана, а затем прикреплена. И такая фреза работоспособна при небольших нагрузках от сил резания и небольшой температуре. Но делать так все равно недопустимо. В месте стыковки зубьев (даже если эта стыковка плотная) происходит локальное смятие металла с последующим развитием зоны смятия.
Стружкоразделительная канавка это канавка выполненная поперек зубьев.
В рассматриваемой фрезе стружкоразделительная канавка выполнена за счет уменьшения на 1 мм высоты части прямого зуба торцовой части. В результате этого между частями зубьев 8 и 11 образовался зазор равный 1 мм, который и является нестандартной стружечной канавкой шириной 1 мм.
Подчеркнем, что во фрезе на рис.1 стружкоразделительная канавка логически
конструктивно сформировалась после конструктивных мероприятий по обеспечению зазора (за счет уменьшения высоты зуба 8) между разрезанными частями 11 и 8 прямых зубьев 3. Этот зазор необходим для обеспечения нормальной работы фрезы; но этот зазор и есть стружкоразделительная канавка.
Подчеркнем следующее обстоятельство. При недостаточной стойкости зубьев торцовой части можно увеличить число косых зубьев при уменьшении числа прямых зубьев при условии, что они будут конструктивно размещаться в торцовой части фрезы.
ВЫВОДЫ
Изложены конструктивные, технологические и эксплуатационные параметры комбинированной концевой фрезы с равной стойкостью боковых и торцовых режущих лезвий, имеющей сменную торцовую часть. Конструкция обладает свойством новизны и промышленной применимости: заявка на пол. мод. №2014132526 2015 г.
Введение нестандартной стружкоразделительной канавки в сочетании с механическим креплением и введение самой конструкции заменяемой торцовой части фрезы есть отличительный, существенный признак фрезы на рис.1,2.
Технический результат состоит в увеличении эксплуатационного показателя фрезы в результате совершенствования переточки зубьев, связанной с изменением конструкции фрезы, то есть применением комбинированной конструкции фрезы.
Библиографический список
- Патент на полезную модель №125502 РФ В23В 27/16 Концевая фреза повышенной стойкости/ Черкашин В.П., Водилов А.В.
- Черкашин В.П. Концевая фреза с равной стойкостью боковых и торцовых режущих лезвий// Вестник машиностроения.-2008.- №11.- C.53-55.
- Черкашин В.П., Водилов А.В. Анализ температурных полей концевой фрезы с равной стойкостью боковых и торцовых режущих лезвий при фрезеровании труднообрабатываемых сталей// СТИН(станки и инструмент).-2013.- №9.- C.23-28.