

Известны следующие
сведения [1- 9 ], относящиеся к процессу фрезерования концевыми фрезами. Фрезерование характеризуется рядом особенностей. Каждый зуб фрезы при фрезеровании за один оборот находится в контакте с заготовкой небольшую часть своего оборота, а остальную часть пути проходит без обработки, то есть не участвует в резании, а затем снова входит в резание. Вход зуба в резание, то есть в контакт с обрабатываемой деталью, сопровождается колебаниями и вибрациями. Кроме того, из-за изменения толщины срезаемого зубом слоя (в течение одного оборота) усилие резания также колеблется. Все это отрицательно сказывается на точности и шероховатости обрабатываемой поверхности и стойкости лезвий фрезы. Для уменьшения колебаний и вибраций в концевых фрезах применяют следующие конструктивные приемы: различный угловой шаг зубьев и различный угол наклона винтовой линии соседних зубьев, а также дополнительные зубья в торцовой части фрезы.
Упомянутые колебания и вибрации, одной и той же величины. ощущают как к торцовая часть фрезы, так и основная часть фрезы. Но эти колебания и вибрации сопровождаются деформацией корпуса фрезы и эта деформация увеличивается у торцовой части, так как концевая фреза представляет собой аналогию консольной балки с жесткой заделкой в цанговом патроне. Особенно это ощущается в длиннокромочных концевых фрезах: колебания и вибрации усиливаются из-за наличия деформации и изгиба оси корпуса фрезы, что отрицательно сказывается не только на качестве обрабатываемой поверхности, но и уменьшает стойкость режущих лезвий торцовой части фрезы. Анализу этому вопросу по уменьшению стойкости режущих лезвий посвящена тематика данной статьи.
Анализу влияния деформации корпуса фрез на стойкость торцовой части зубьев длиннокромочных концевых фрез посвящена настоящая статья.
На рис.1 представлена концевая длиннокромочная фреза.
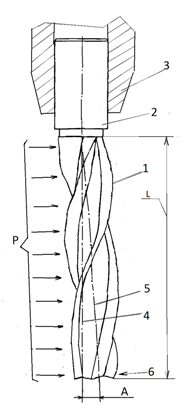
Рис.1. Концевая длиннокромочная фреза:
1 – режущая часть фрезы; 2 – хвостовик; 3 – цанговый патрон; 4 –ось фрезы в первоначальном, неотжатом положении; 5 – ось фрезы в отжатом, деформированном положении; 6 – торцовая часть фрезы; А – величина отжатия оси фрезы под нагрузкой; L – высота режущей части фрезы; Р – распределенная нагрузка на режущую часть фрезы.
Существуют различные разновидности концевых фрез, в том числе фрезы с модифицированной геометрией, в частности см. Cайт Specnn52.ru. Раздел сайта «Новая разработка 000 НПП «РИТ-ИНЖИНИРИНГ» Концевая фреза, имеющая переменную геометрию режущей кромки, VaCuEdge». При чистовом фрезеровании отжим концевой фрезы составляет 0,02 – 0,045 мм.
На сайте WWW.visnyk-mmi.kpi.ua. в разделе «Фролов В.К., Гладский М.Н. (Киевкий политехнический институт) Аналитическое решение задачи определения упругих деформаций инструмента при контурном фрезеровании концевыми фрезами» изложено, что при черновом фрезеровании отжим концевой фрезы составляет 0,5 – 1,5 мм.
В РФ фрезы выпускаются по ГОСТ 18372-73. Фрезы концевые твердосплавные. Технические условия.
Наиболее большой отжим имеют длиннокромочные фрезы. Длиннокромочные фрезы (в отличие от коротких фрез) имеют в резании больше двух зубьев Zp, число которых вычисляется по формуле [ 6 ]
Zp= [acos(1-2· t/D) ·Z] /360 + В·Z/[π· D · Ctg(w)],
где: t – припуск под обработку; Z = число зубьев; В – ширина фрезерования; D – диаметр фрезы; w - угол наклона зубьев.
В длиннокромочных фрезах обычно не бывает, чтобы фреза выходила из соприкосновения с обрабатываемым материалом и испытывала из-за этого ударную нагрузку.
В зависимости от выбора параметров резания фрезы и параметров резания длиннокромочные фрезы могут быть с равномерным и неравномерным фрезерованием.
При жестком корпусе фрезы можно получить равномерное фрезерование при большой ширине фрезерования без наличия вибраций (к которым так чувствительны концевые фрезы). Колебания и вибрации могут быть только при входе в заготовку и выходе из заготовки после окончания фрезерования, а также при износе режущих лезвий.
Для уменьшения вибраций также применяют расчетное соотношение параметров: ширины срезаемого слоя, диаметра фрезы, осевого шага и угла наклона режущих зубьев, при которых обеспечивается равномерное фрезерование.
Но это выполнить можно в основном только в крупносерийном и массовом производстве. И очень трудно, а во многих случаях и нецелесообразно, выполнить равномерное фрезерование при обработке деталей на станке с ЧПУ, где реализуется по существу единичное производство и в каждом конкретном случае разрабатывается своя, индивидуальная программа для ЭВМ этого станка с учетом конкретных условий фрезерования конкретных небольшого числа деталей.
Равномерное фрезерование должно подчиняться следующему условию работы [ 6 ]
К = В· Z / Н – величина коэффициента неравномерности.
где ; К –должно быть целым числом; Н– осевой шаг винтовой линии фрезы; В – ширина фрезерования; Z – число зубьев фрезы, Н= – угол наклона зубьев фрезы, D – диаметр фрезы.
При работе на станках с ЧПУ длиннокромочными фрезами имеет место не только равномерное фрезерование, но и неравномерное фрезерование, причем преимущественно имеет место неравномерное фрезерование. Хотя равномерное фрезерование cпособствует улучшению работы инструмента.
Необходимо подчеркнуть следующее.
При больших нагрузках от сил резания корпус фрезы деформируется. В этом случае фреза, с изогнутой под нагрузкой осью, работает, в принципе, как пружина изгиба c определенным коэффициентом упругости и работа такой фрезы не может быть стабильной. Теоретически при равномерном фрезеровании изгиб тела фреза происходит под постоянной нагрузкой, так как в любой момент времени при повороте фрезы срезается одинаковая суммарная площадь сечений срезов. Но наличие внешних факторов, в частности технологических относительных погрешностей от биения зубьев (при изготовлении фрезы) приводит к колебательным процесса и вибрациям. К внешним факторам также относятся погрешность установки фрезы в шпинделе станка и в цанговом патроне, погрешность приспособления и самого станка. Кроме того, колебания при фрезеровании появляются при износе зубьев фрезы по задней поверхности.
Упругая линия отжатой фрезы от первоначальной положения фрезы наиболее сильно отклоняется у торцовой части фрезы, что естественно сказывается на том, что торцовая часть наиболее сильно воспринимает колебания и вибрации и изнашивается более интенсивно.
Типовой погрешностью фрезерования для длиннокромочных фрез с постоянным фрезерованием является погрешность плоскостности. Погрешность плоскостности имеет место и для других фрез, но для длиннокромочных концевых фрез погрешность плоскостности это типовая погрешность.
Упругие, «пружинные» силы, действующие между фрезой и заготовкой, стремятся сблизить фрезу и заготовку, что приводит к непроизвольному появлению лунки («выработки»), то есть появлению погрешности плоскостности. Cилы, cближающие фрезу (которая работает в режиме пружины изгиба) и заготовку появлятся в результате наличия различных колебаний, а также в результате совпадения этих колебаний.
На рис.2 показана погрешность плоскостности, которая является типовой погрешностью при равномерном фрезеровании длиннокромочной концевой фрезой.
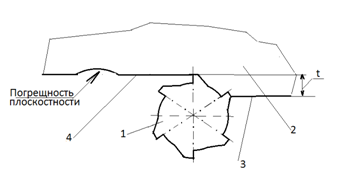
Рис.2. Типовая погрешность плоскостности при фрезеровании длиннокромочной концевой фрезой:
1 –фреза; 2 – деталь; 3 – обрабатываемая деталь; 4 – обрабатываемая поверхность, t – припуск под фрезерование.
Упомянутые факторы, влияющие негативно на размерную точность и чистоту обработки поверхности, влияют и отрицательно на стойкость и износ инструмента.
В данной работе (на основе опыта эксплуатации, наблюдений и замеров) найдены следующие конструктивные факторы, влияющие отрицательно как на обрабатываемую поверхность, так и на стойкость инструмента. Эти факторы состоят в том, что величина упругого отжатия фрезы А в торцовой части не должна превышать величину радиального биения режущих кромок Вк.
При А > Вк фреза утрачивают контакт с обрабатываемой поверхностью, и затем получает ударную нагрузку. Ударную нагрузку воспринимает сама фреза, а на обрабатываемой поверхности появляются погрешности типа дробления и погрешности плоскостности. Обрабатываемая поверхность получается «дробленой» и фрезерование в этом случае даже для получистового фрезерования нецелесообразна.
Упомянутые выше параметры (неравномерность фрезерования, износ инструмента, погрешность плоскостности) способствующие биению и вибрации фрезы, при А > Вк только усиливают ухудшение поверхности фрезерования, увеличивают износ инструмента и уменьшают срок его службы. Если при А < Вк имеют место колебания и вибрация, то при А > Вк имеет место ударная нагрузка.
При наличии таких эксплуатационных показателей, как ударная нагрузка при фрезеровании длиннокромочной фрезой, при чистовом фрезеровании работу прекращают из-за того, что чистота и шероховатость обрабатываемой поверхности становится неудовлетворительной, а при черновом фрезеровании может произойти поломка фрезы.
При увеличении подачи, твердости обрабатываемого материала, увеличения ширины и глубины фрезерования увеличивается нагрузка на режущую часть фрезы, увеличивается производительность обработки, но при этом нецелесообразно выходить за пределы соотношения А > Вк.
Приведем пример для концевой фрезы по ГОСТ 18372-73 ( Фрезы концевые твердосплавныеком. Технические условия) при числе зубьев Z=5, ширине фрезерования B=20,0 мм,диаметре D=10мм, угле наклона режущих зубьев
σ =850 МПа предел прочности фрезеруемого материала 40Х.
Cогласно ГОСТ12024-2015 допускаемая технологическая погрешность биения режущих кромок Вк= 0,03мм (повышенная точность изготовлекния).
Материал фрезы твердый сплав ВК6. Предел прочности при изгибе твердого сплава 1550 Н/мм2. Предел текучести твердого сплава 980 Н/мм2. Модуль упругости твердого сплава фрезы Е= 633 ГПА.
Момент инерции сечения фрезы J =178,46 мм4 . Площадь сечения фрезы F= 43,6 мм2 .
В резании постоянно находится Zp=1,4 зубьев.
Величина коэффициента неравномерности К =1,47 ; фрезерование неравномерное.
Величину распределенного усилия и отжим фрезы определялся по [ 6 -10 ]. корпус фрезы интерпретируется как консольно нагруженная балка, жестко защемленная в (заделке) цанговом патроне.
На рис.3 на основании данных расчета представлена зависимость величины отклонения А
оси фрезы у торцовой части в зависимости от величины распределенной нагрузки Р.
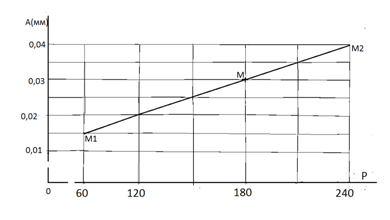
Рис.3. График зависимости величины отжима А (мм) оси корпуса длиннокромочной фрезы от величины распределенной нагрузки на режущую часть фрезы Р Н/мм2; М1-М – участок графика, на котором А меньше величины радиального биения режущих кромок фрезы Вк; М-М2 – участок графика, на котором А больше величины радиального биения режущих кромок фрезы Вк.
Участок М1-М на графике рис.3 соответствует условию, при котором величина отклонения оси фрезы от первоначального положения А меньше технологической погрешности относительного биения режущих кромок фрезы Вк=0,03мм(то есть А < Вк) ; ширина фрезерования В=20мм, Z=4, угол наклона режущих зубьев β= 30ᵒ, величина К = 1,47 (то есть фреза с неравномерным фрезерованием) .
Участок М-М2 на графике рис.3 соответствует условию, при котором А>Вк. В этом случае зубья в течении одного оборота фрезы не только срезают стружку различной толщины, но и утрачивают контакт с обрабатываемой поверхностью, и затем получают ударную нагрузку. Ударную нагрузку воспринимает сама фреза, а на обрабатываемой поверхности появляются погрешности типа дробления. Обрабатываемая поверхность получается «дробленой» и фрезерование в этом случае даже для получистового фрезерования нецелесообразна.
Авторами разработан конструктивный вариант, при котором в торцовой части фрезы дополнительно установлены специальные зубья и обшее число зубьев в торцовой части увеличивается. В результате этого фреза и наиболее подверженная колебаниям, вибрациям и ударам торцовая часть работают более плавно. Увеличение общего числа зубьев в торцовой части способствует уменьшению нагрузки резания на каждый отдельный зуб, делает работу зубьев более стабильной и отсутствует отрыв зубьев фрезы от обрабатываемого материала.
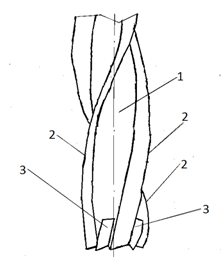
Рис.4.Длиннокромочная концевая фреза с дополнительно установленными специальными зубьями в торцовой части:
1 – корпус фрезы; 2 – зубья основной части фрезы; 3 – дополнительно установленные специальные зубья в торцовой части.
В результате дополнительно установленных специальных зубьев в торцовой части фрезы уменьшаются негативные тенденции в режущих зубьях в виде колебаний, вибраций и ударов, которые порождаются изгибом фрезы; наибольшая величина изгиба нахадится у торцовой части фрезы.
На изгиб концевой фрезы (и на повышенный износ ее торцовой части) влияют также эксплуатационно-технологические факторы. На станках с ЧПУ одна и та же концевая фреза может участвовать в различных технологических операциях фрезерования, где преимущественно нагружена и изнашивается торцовая часть: фрезерование глубоких пазов и уступов с постепенным углублении фрезы, торцовое фрезерование закрытых плоскостей, фрезерование одновременно с радиальной и осевой подачей, плунжерное фрезерование, трохоидальное фрезерование.
При наличии дополнительных зубьев в торцовой части фрезы создаются условия для получения равной стойкости зубьев торцовой и основной части фрезы. На изменение соотношений стойкости зубьев торцовой и основной части фрезы очень сильно влияет технология обработки: соотношение радиальной и осевой подач и наличие операций, когда преимущественно нагружена торцовая часть.
На износ торцовой части длиннокромочных концевых фрез как с равномерным, так и с неравномерным фрезерованием влияют и другие факторы.
На увеличенный износ торцовой части влияет недостаточный отвод теплоты резания от торцовых режущих лезвий. Этот недостаточный отвод теплоты имеет место и при увеличенных радиусах на вершинах режущих лезвий (2мм, 3мм) в том числе и для длиннокромочных концевых фрез со сменными твердосплавными режущими пластинами.
На увеличенный износ торцовой части может влиять недостаточно надежное удаление стружки из зоны резания. Недостаточно надежное удаление стружки связано с тем, что стружка попадает в зону резания и имеет место ее вторичное резание.
Но эти трудности технически устранимы или уменьшены их отрицательные воздействия.
В статье рассмотрено влияние на износ торцовой части фрезы изгиб тела фрезы, который органически имеет место в процессе фрезерования, особенно для длиннокромочных концевых фрез.
ВЫВОДЫ
Произведен анализ пониженной стойкости торцовой части концевой фрезы с учетом деформации корпуса фрезы от сил резания , имеющей наибольшую величину в торцовой части. Выявлена зависимость, при которой для удовлетворительной работы концевой длиннокромочной фрезы величина отжима упругой деформации от сил резания концевой фрезы в торцовой части не должна превышать технологическое биение боковых режущих кромок этой фрезы. Представлен конструктивный вариант, основанный на дополнительной установке специальных зубьев в торцовой части длиннокромочной фрезы для уменьшения колебаний, вибраций и ударов при резании.
Библиографический список
- Реклама компании ISAR (Израиль) «Кукуруза» на участке механической обработки» // Рубрика «Статьи на обложке журнала Оборудование и инструмент для профессионалов».- 2014.-№2.
- Патент на полезную модель №125502 В23С5 Концевая фреза повышенной стойкости. Авторы: Черкашин В.П., Водилов А.В. Опубликовано 10.03.2013, бюлл. №7
- Патент на полезную модель №153802 В23С5 Комбинированная концевая фреза повышенной стойкости. Авторы: Черкашин В.П., Водилов А.В. Опубликовано 10.08.2015, бюлл. №22.
- Патент на полезную модель №158628 В23С5 Концевая фреза повышенной стойкости, имеющая сменные режущие пластины. Авторы: Черкашин В.П., Водилов А.В. Опубликовано 20.01.2016, бюл. № 2.
- Водилов А.В., Черкашин В.П. Анализ шероховатости обрабатываемой поверхности при фрезеровании концевой фрезой с равной стойкостью боковых и торцовых режущих лезвий // Современная техника и технология. 2013. № 12. Режим доступа: http://technology.snauka.ru/2013/12/2719.
- Грановский Г.И., Грановский В.Г. Резание металлов.- М: Машиностроение. 1969.-288c.
- Башаров Р.Р., Кудояров Р.Г. Исследование процесса фрезерования концевой фрезой при высоких частотах вращения шпинделя станка//Вестник УГАТУ, Т.16,№4 (49), c.71-77.
- Справочник технолога- машиностроителя: в 2 Т./под ред. А.М. Дальского, А.Г. Косиловой, Д.К. Мещерякова, А.Г. Суслова.5-е изд., перераб. и доп. М: Машиностроение, 2001.
- Корниевич М.А., Фельдштейн П.И. Теория резания. Учебник для вузов. Изд. 2-е, испр., доп., серия; Техническое образование. Новое издание.2007.512 c.
- Режимы резания металлов. Под ред. А.Д. Корчемкина, Ю.В.Бороновского, Л.А. Брахман, А.И. Гдалевич. М.: НИИТавтопром.1955. 456 c.