

Концевая фреза с равной стойкостью боковых и торцовых режущих лезваий имеет отличительную особенность от традиционной стандартной концевой фрезы по ГОСТ17025-71, состоящую в том, что она в наиболее изнашиваемой зоне у торцовой плоскости содержит дополнительные специальные режущие зубья. Это позволяет увеличить стойкость фрезы ориентировочно в два раза.
Концевые фрезы с равной стойкостью боковых и торцовых режущих лезвий со сменными многогранными пластинами и с твердосплавными напаянными винтовыми пластинами исследованы а работах [1-5].
Цельная концевая фреза с равной стойкостью боковых и торцовых режущих лезвий имеет ряд конструктивных и технологических особенностей. Анализу этих особенностей посвящена данная статья.
Концевые фрезы из быстрорежущей стали Р9, Р18, Р6М5 ( ГОСТ 17025-71 ) имеют определенные преимущества перед твердосплавными фрезами при малых и средних скоростях резания. Зубья фрез из быстрпорежущей стали, уступая по твердости и теплостойкости твердосплавным зубьям, превосходят их по пределу прочности на сжатие и растяжение. Зубья из быстрорежущей стали при резании практически не имеют микросколов, которым подвержены твердые сплавы, то есть имеют хороший запас по хрупкой прочности.
На рис.1 представлена конструктивная схема цельной концевой фрезы с равной стойкостью боковых и торцовых режущих лезвий: 1 – корпус фрезы; 2 – обрабатываемая деталь; 3 – стандартные зубья; 4 – специальные зубья; 5 – стружечная канавка стандартных зубьев на высоте большей С; 6 – стружечная канавка стандартных зубьев и специальных зубьев на высоте С; 7 – схемы сечений срезов, снимаемых боковыми режущими лезвиями стандартных зубьев; 8 – схемы сечений срезов, снимаемых специальными зубьями; 9 – схемы сечений срезов, снимаемых торцовыми режущими лезвиями стандартных зубьев; 10 – стружкоразделительная канавка на стандартных зубьях, препятствующая прохождению теплоты от боковыз режущих лезвий к торцовым режущим лезвиям этих зубьев и предохраняя их от перегрева; C – высота специальных зубьев; L – высота стандартных зубьев; C1 – размер упрочняющей фаски.
Подчеркнем следующее. Конструктивное сочетание профиля зуба и профиля стружечной канавки однозначно определяют конфигурацию, называемую затылком, который находится между этими профилями и воспринимает усилия резания, работая на изгибную прочность. На высоте С затылок содержит меньший объем металла и имеет меньшие
размеры, так как число зубьев здесь в два раза больше, но и сила резания здесь в два раза меньше.
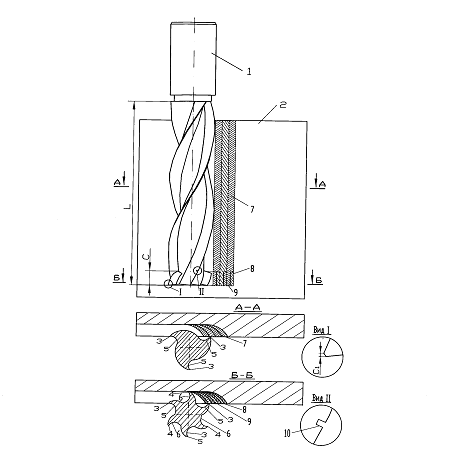
Рис.1. Цельная концевая фреза с равной стойкостью боковых и торцовых режущих лезвий
Принцип работы фрезы характеризуется схемой сечений стружек У торцовой плоскости фрезы зубья работают в стесненной схеме резания, износ здесь более интенсивный, но и режущих лезвий здесь в два раза больше. Этим объясняется равностойкость боковых и торцовых режущих лезвий.
В цельной концевой фрезе с равной стойкостью боковых и торцовых режущих лезвий наличие дополнительных зубьев у торцовой плоскости разделяет фрезу в конструктивном и технологическом отношении на две части. Верхняя часть фрезы на высоте, большей С, имеет меньшее число зубьев и больший объем стружечных канавок. Нижняя часть фрезы на высоте С имеет большее число зубьев и меньший объем стружечных канавок.
Для нарезания стружечных канавок не представляется использовать обычные традиционные угловые фрезы на проход по всей длине фрезы. Угловая фреза при нарезании стружечных канавок в верхней части концевой фрезы не должна доходить до специальных зубьев концевой фрезы. В нижней части концевой фрезы на высоте С угловая фреза при обработке стружечных канавок должна быть значительно меньших размеров. Но стружечная канавка, расположенная на высоте С, должна сопрягаться со стружечной канавкой больших размеров, расположенной выше высоты С. Обработка этого места сопряжения должно вестись не угловыми фрезами, а специально спрофилированными пальчиковыми фрезами разных дипметров со сферической торцовой частью.Прорезание стружечных канавок ведется преимущественно на зуборезных станках, а обработка пальчиковыми фрезами ведется на универсально фрезерных станках.
Технологическое усложнение состоит также в обработке зоны перехода в концевой фрезе от высоты большей размера С к высоте меньшей размера С, то есть того локального участка, где начинается размещение специальных зубьев и соответствующих им стружечных канавок.
Таким образом, изготовление концевой фрезы с равной стойкостью боковых и торцовых режущих лезвий на универсально- фрезерных станках является трудоемким технологическим процессом, включающим различные трудоемкие технологические операции [ 6 ]; все это увеличивает время изготовления концевой фрезы и удорожает производство.
Для зачистки или шлифования стружечных канавок после лезвийной обработки и термической обработки традиционные тарельчатые шлифовальные круги не могут быть использованы при проходе на всю высоту фрезы, так как в этом случае этот круг врежется в специальные зубья, находящиеся в торцовой плоскости фрезы на высоте С. Цент тарельчатого шлифовального круга при обработке стружечных канавок не должен доходить до специальных зубьев примерно на величину 0,4 – 0,6 своего радиуса. В нижней части концевой фрезы тарельчатый круг должен быть меньших размеров, а зона сопряжения стружечных канавок на высоте С должна обрабатываться (зачищаться или шлифоваться) шлифовальными головками, приспособленных для работы по профильным поверхностям.
Поверхность стружечных канавок согласно техническим условиям по ГОСТ 17024-82 должна быть не ниже Rz=10 мкм, то есть не ниже шестого класса шероховатости по ГОСТ 2789-73 (диапазон шестого класса шероховатости Rz=6,3 – 10 мкм). Пальчиковые фрезы при нарезании могут дать шероховатость обрабатываемой поверхности шестого класса при острых зубьях. При затуплении зубьев степень точности устойчиво становится равной пятому классу Rz=10 – 20 мкм [ 7 ].
Поверхность стружечных канавок не является сопряженной поверхностью, а ее зачистка или шлифование не является ни отделочной, ни доводочной операцией. Здесь точность практически не нужна, но нужна чистота поверхности, так как по этой поверхности скользит стружка. Улучшение чистоты поверхности уменьшает коэффициент трения, способствуя лучшему отводу накопленной стружки из стружечной канавки и отсутствию пакетирования стружки в самой стружечной канавке. В ответственных случаях при специальных работах не исключается даже полирование стружечных канавок.
Таким образом, изготовление концевой фрезы с равной стойкостью боковых и тоцовых режущих лезвий усложняет технологию по сравнению со стандартной концевой фрезой. Но эта концевая фреза имеет стойкость в два раза больше. Поэтому при необходимости производства этих фрез целесообразно ориентироваться на использование станков с ЧПУ с целью упрощения технологии изготовления. На этих станках по специально разработанной компьютерной программе пальчиковые фрезы и шлифовальные головки совершают сложные пространственные движения по заданной траектории, обрабатывая и формируя и сами стружечяные канавки и зону сопряжения этих канавок на высоте С, представляющих собой конфигурацию профильных поверхностей.
Переточка изношенных зубьев концевой фрезы с равной стойкостью боковых и торцовых режущих лезвий производится также, как и для традиционных стандартных концевых фрез. Заметим, что равностойкость боковых и торцовых режущих лезвий может незначительно нарушаться в зависимости от многих факторов, одними из важнейших которых являются изменение режимов фрезерования. Изменение режимов фрезерования приводит к незначительному изменению равностойкости в ту или другую сторону. Изготовленная, установленная на станок и работающая концевая фреза может иметь разницу в стойкости боковых и торцовых режущих лезвий (то неравностойкость) до 5 – 10%. Восстановить равностойкость можно изменением (при переточке изношенных зубьев) величин С1 упрочняющих фасок на вершинах торцовых режущих лезвий стандартных и специальных зубьев (рис.1). Упрочняющая фаска является во фрезе с равной стойкостью боковых и торцовых режущих лезвий является важнейшим конструктивным параметром
ВЫВОДЫ
При изготовлении цельных концевых фрез с равной стойкостью боковых и торцовых режущих лезвий (стойкость этих фрез ориентировочно в два раза больше стойкости стандартных концевых фрез) целесообразно обработку вести на станках с ЧПУ и использовать в качестве инструмента спрофилированные пальчиковые фрезы и шлифовальные головки; это значительно упрощает и удешевляет технологический процесс.
Библиографический список
- Патент на полезную модель №125502 РФ МПК7 В23В 27/16 Концевая фреза повышенной стойкости/ Черкашин В.П., Водилов А.В. Опубликовано в бюллетене №7 2013.
- Черкашин В.П. Концевая фреза с равной стойкостью боковых и торцовых режущих лезвий// Вестник машиностроения.-2008.- №11.- C.53-55.
- Черкашин В.П., Водилов А.В. Анализ температурных полей концевой фрезы с равной стойкостью боковых и торцовых режущих лезвий при фрезеровании труднообрабатываемых сталей// СТИН(станки и инструмент).-2013.- №9.- C.23-28.
- Водилов А.В., Черкашин В.П. Влияние стружкоразделительных канавок на температурное поле концевой фрезы с равной стойкостью боковых и торцовых режущих лезвий//Современная техника и технологии.-2013.- № 7.
- Водилов А.В., Черкашин В.П. Концевая фреза с равной стойкостью боковых и торцовых лезвий сменных неперетачиваемых режущих пластин// Современная техника и технологии.-2013.- № 9.
- Черкашин В.П., Дворянинов Д.С. Концевая фреза с равной стойкостью боковых и торцовых режущих лезвий для обработки звезд движителей механизмов подач// Сборник научных трудов семинара «Современные технологии в горном машиностроении». – Московский государственный горный университет. 2011. C.199 – 211.
- Справочник металлиста. В 5 т. // Е.Д. Баклунов, А.К.Белопухов,М.И. Жебин и др.: Под ред. А.Н. Малова.- М .: Машиностроение.1977. Том 3.-748c.