

В процессе производства редукторов значительную часть времени занимают технологические процессы контроля и диагностики. В некоторых технологических процессах они могут занимать до 60% [1], что требует значительных временных и материальных затрат.
Общепринятые, и до сих пор применяемые, методы контроля сборки редукторов предусматривают технологически сложный процесс, который заключается в многократной разборке и регулирования зубчатых зацеплений, а также трудоемкой регулировке натяжения подшипников и их контроля [1], это вызывает необходимость привлечение квалифицированного персонала, что еще больше удорожает продукцию.
Снизить затраты на контроль готовой продукции возможно применением новых безразборных методов контроля, которые поддаются автоматизации, что позволит ускорить процесс контроля и привлекать менее квалифицированный персонал.
Для контроля состояния зубчатых редукторов прекрасно зарекомендовал себя метод вибрационной диагностики [2], который:
- позволяет находить скрытые дефекты,
- не требует сборки-разборки изделия,
- малое время диагностирования,
- возможность обнаружения неисправностей на этапе их зарождения,
- возможность автоматизации процесса диагностики,
- минимизация ожидаемого риска действия системы обслуживания.
Обычно для оценки полученного результата измерений используют следующие методы [2]:
- статистический
- эталонный
- эталонно-статистический
Данные методы обработки результатов измерений эффективны при массовом и серийном типах производства, где возможно набрать статистические данные или экономически оправдано изготовление (отбор) эталона, но малоприменимы в мелкосерийном и единичном производствах.
Автор предлагает перейти от использования статистических методов обработки к аналитическим, что позволит устранить влияние случайных погрешностей эталона на результат контроля и отказаться от набора статистических данных для оценки.
Чтобы создать аналитическую модель зубчатого редуктора необходимо знать источники вибраций. Источниками вибраций в зубчатых редукторах являются подшипники и зубчатые зацепления. Следовательно, аналитическая модель будет представлять собой сумму гармонических спектров зубчатых зацеплений и спектров шумов подшипников [3],[4],[5]:
где спектр каждого зубчатого зацепления и спектр шума каждого подшипника
определяется известным аналитическим способом
Спектр шума зубчатой передачи имеет дискретный характер с основной частотой, равной или кратной частоте вращения и числу зубьев и определяется следующим образом:
![]()
где ![]() - частота периодических колебаний входного воздействия,
- частота периодических колебаний входного воздействия, ![]() - частота пересопряжений зубьев,
- частота пересопряжений зубьев, - номер гармоники зубцовой частоты.
Вибрацию подшипников качения вызывают внутренние силы, которые обусловлены отклонениями элементов подшипника и монтажных размеров.
Основными причинами возникновения вибрации могут служить: овальности и разноразмерности тел качения, наличие радиального и осевого зазора между телами качения и кольцами, дефекты поверхности дорожки качения, а также зазоры в гнездах сепаратора. Однако даже идеально изготовленный подшипник качения является источником вибрации из-за упругих деформаций деталей.
Изготовленный с высокой точностью подшипник может быть источником вибрации и шума, если он был неправильно установлен.
Спектр шума исправного и правильно установленного подшипника можно определить следующим образом:
где -количество тел качения в одном ряду подшипника,
- оборотная частота вращения ротора,
- диаметр тела качения,
- средний диаметр сепаратора,
- угол контакта тел качения с обоймой.
Автор предлагает сравнивать рассчитанный и измеренный спектры сигнала зубчатого редуктора и, по результатам сравнения, делать вывод про качество изготовления зубчатых зацеплений и подшипников в редукторе.
Для реализации предложенного метода был разработан специальный стенд, который позволяет провести измерение вибрации зубчатого редуктора и сравнить её с аналитической моделью.
Стенд (см. рис. 1) состоит из виброизолированной плиты (2) на которую устанавливают редуктор, основания (1), на котором расположен двигатель (5), от которого через муфту (6) задается движение на входной вал, выходной вал нагружен маховиком (4).
Датчик для измерения вибраций устанавливается на виброизолированую плиту.
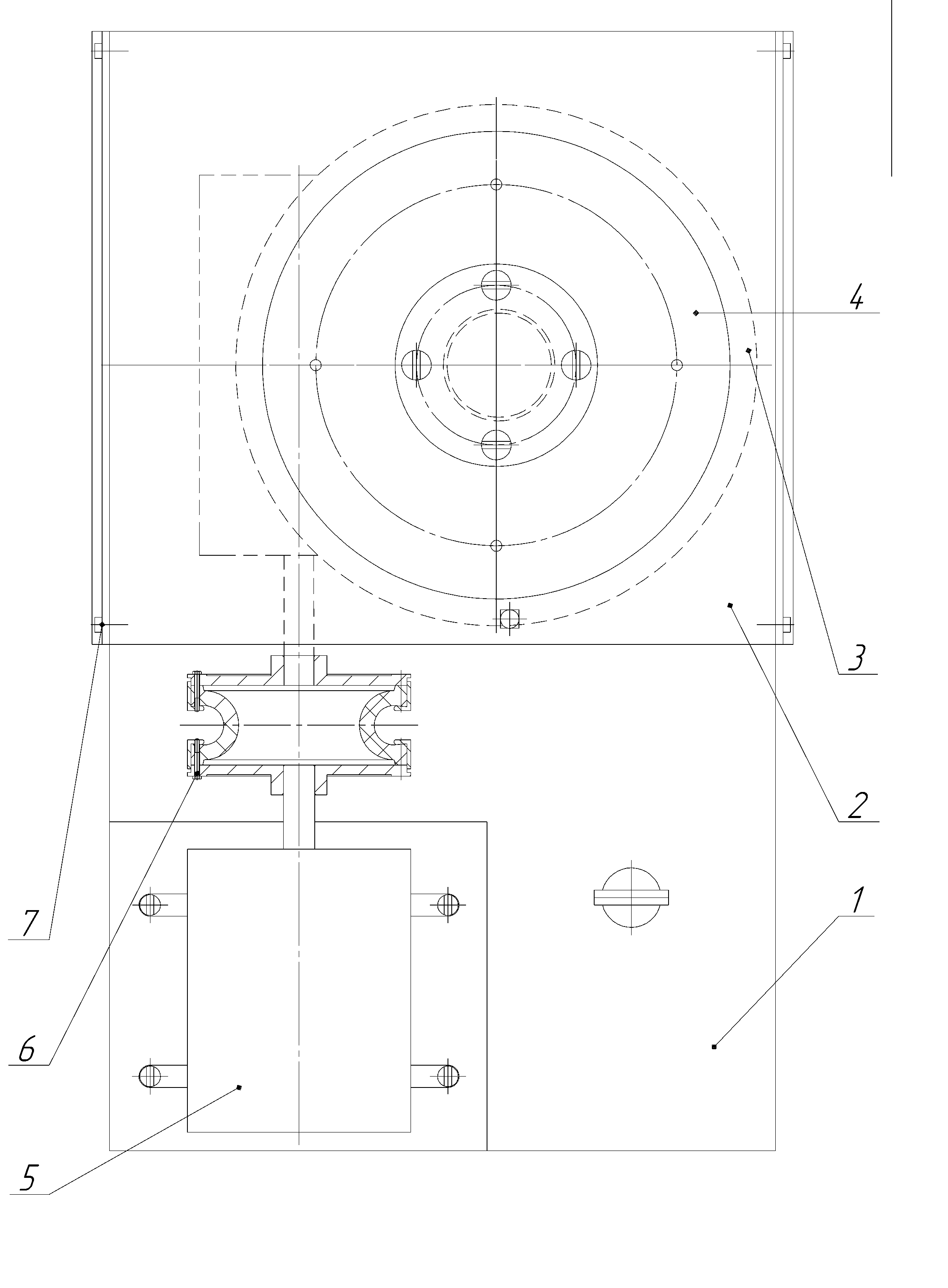
Рис.1. Стенд для испытания
Электрическая схема стенда (см. рис. 2) состоит из датчика вибраций, модели ADXL345, микроконтроллера AT90S8535, клавиатуры и ЖК-дисплея. Электрическая схема работает следующим образом: записываем аналоговый сигнал вибраций редуктора, далее полученный сигнал переобразовываем в спектр, считываем спектр-еталон из файла, далее проводим сравнение спектра сигнала редуктора и спектра-еталона и по результатам сравнения делаем вывод о пригодности редуктора (см. рис. 3).
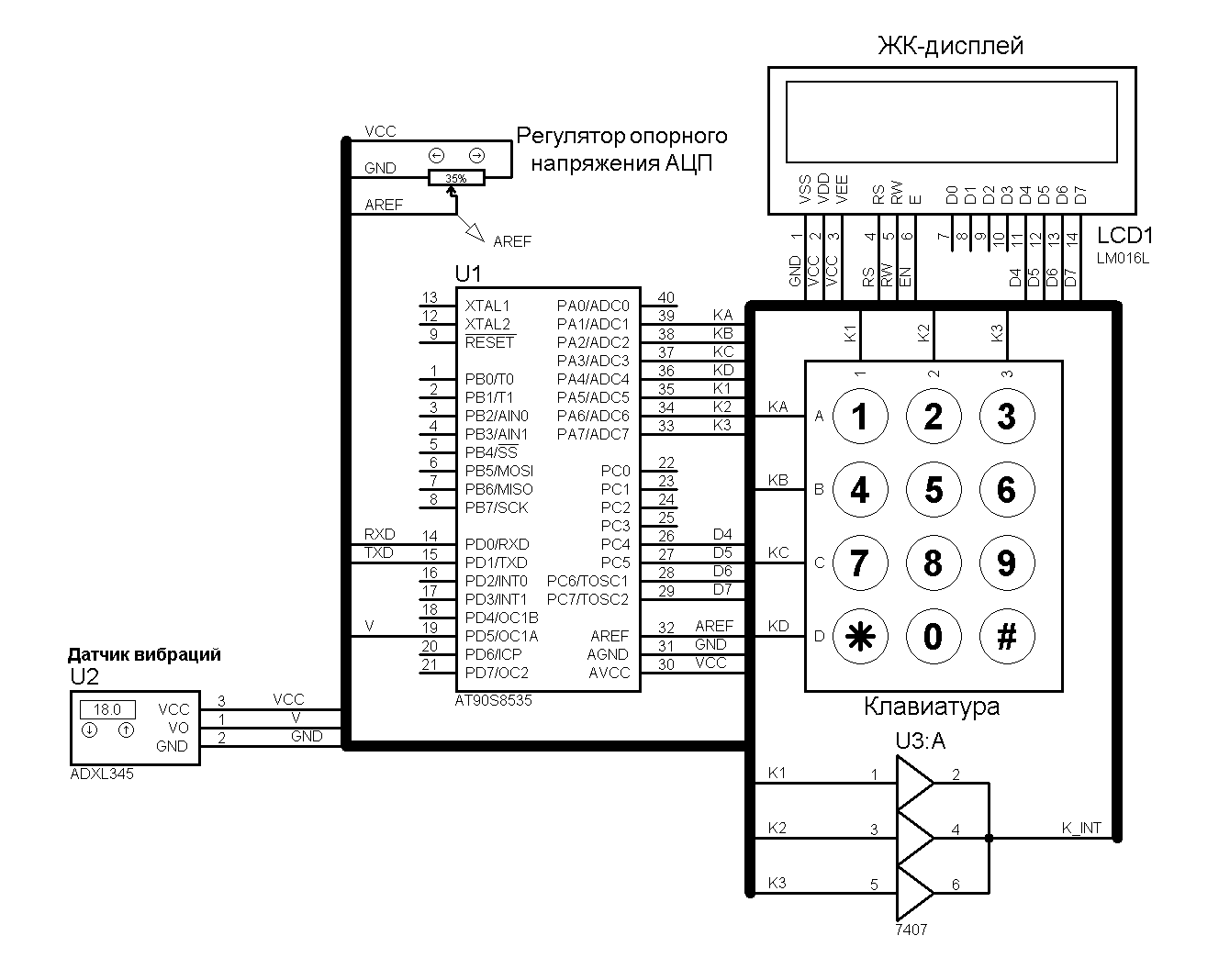
- Рис.2 . Электрическая принципиальная схема стенда
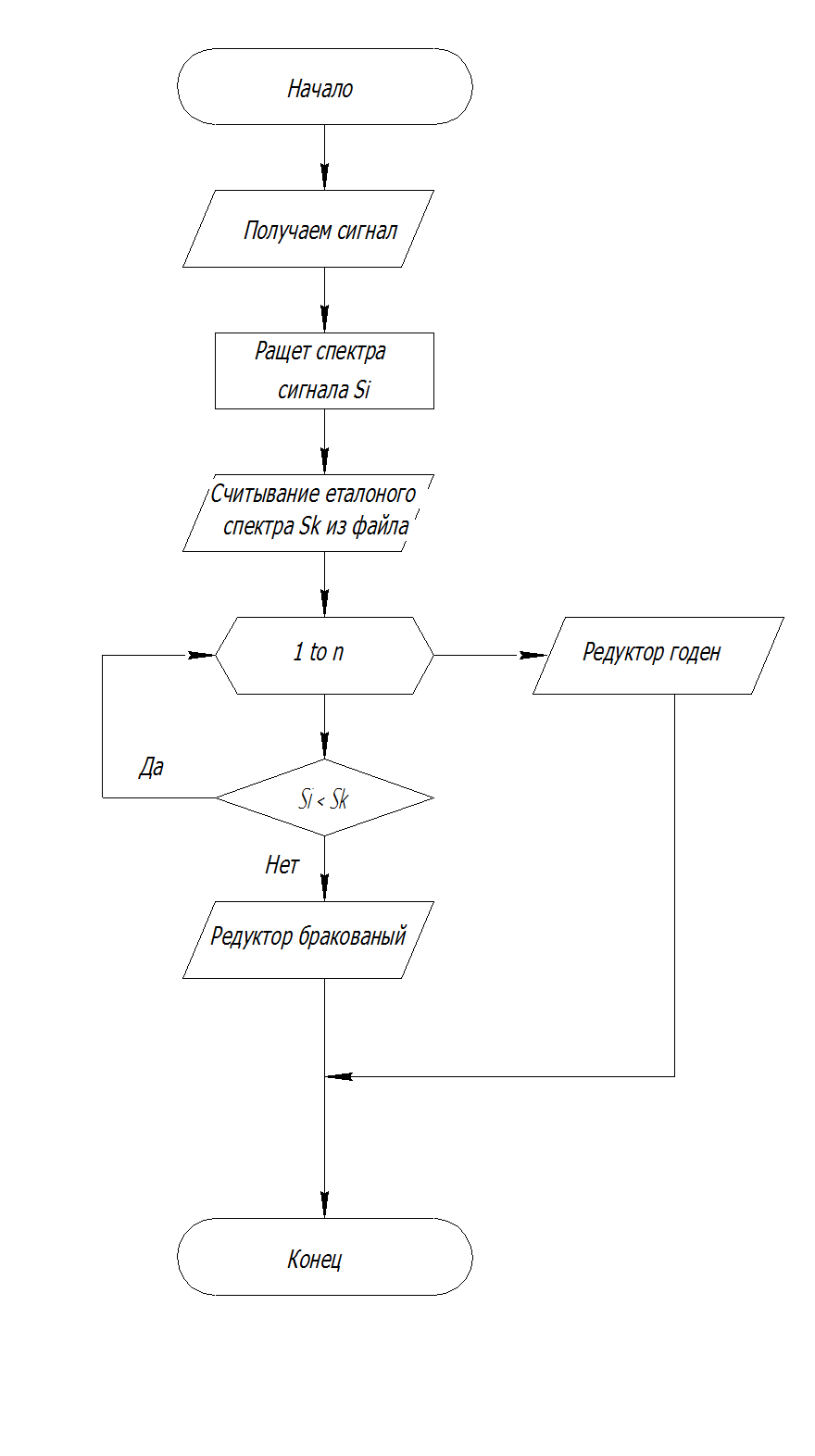
- Рис. 3. Алгоритм работы электрической принципиальной схемы
Предлагаемое приспособление позволяет безразборно контролировать качество сборки зубчатых редукторов путем анализа спектра вибрационного сигнала, исключая возможность влияния скрытых дефектов на результат. Также оно позволяет ускорить технологическую подготовку контроля и сократит цикл производства, что повышает конкурентоспособность изделия.
Библиографический список
- Румбешта В. О. Основи технології складання приладів: Підручн. / В. О. Румбешта / – К.: Інститут системних досліджень освіти України, 1993. – 301 с.
- Вибрации в технике. Т. 5. Ред. совет: В. Н. Челомей и др. М: Машиностроение, 1981, 496 с.
- Берестнев О.В. Зубчатые колеса пониженной виброактивности. – Минск: Наука и техника, 1978. – 120 с.
- Иванов Н.И. Инженерная акустика. Теория и практика борьбы с шумом: Учебник. – М.: Логос, 2008.– 424 с.
- Замараев К.С. Программы «Калькулятор частот зубчатых передач», «Калькулятор частот подшипников качения»http://www.vibration.ru/zamaraev/calc.shtml#top