

Торцово-цилиндрические фрезы со сменными режущими пластинами в настоящее время постепенно заменяют традиционные цельные концевые фрезы, которые называют «обдирочными», «кукурузными», «черновыми». Преимущество торцово-цилиндрических фрез состоит в том, что при выходе из строя пластины одного конкретного зуба заменяют только эту пластину, не изготавливая полностью новую фрезу. Эти фрезы пригодны для чернового фрезерования, но могут и использоваться для чистового фрезерования с высотой (то есть с шероховатостью) косоступенчатой поверхности (из за того, что нет сплошного режущего лезвия) согласно ТУ3918-005-36293294-2008 равной 0,02- 0,03мм. Заметим, что по ГОСТ 2789-73 шероховатость обработанной поверхности составляет:Rz=0,63-10мкм (0,063-0,010мм) для 6-го класса шероховатости, Rz=10-20мкм (0,010 – 0,020мм) для 5-го класса шероховатости, Rz=20-40мкм(0,02-0,04мм) для 4-го класса шероховатости.
Крепление режущих пластин в основной части фрезы и в торцовой части фрезы производится винтами в основном двумя способами: радиальным и тангенциальным.
Режущие пластины располагаются в Г-образном пазу. При радиальном креплении винты крепления завинчиваются в одну из стенок паза и оси этих винтов направлены по касательной к цилиндрическому корпусу фрезы. При тангенциальном креплении винты крепления завинчиваются уже в другую стенку паза и оси этих винтов направлены к оси (центру)цилиндрической части фрезы.
В различных компаниях используются различные способы крепления режущих пластин исходя из условий стойкости пластин, надежности конструкций и конкретных условий эксплуатации.
В ГОСТ 28709-90 и в компании РИТС (РФ) применяется радиальное крепление режущих пластин, в компаниях [SANVIK COROMANT (швеция), WALTER (Герамания), PRAMET (Чехия), KYOCERA (Япония) также применяется радиальное крепление режущих пластин, в компании ISAR (Израиль) для торцово-цилиндрических фрез серии HELITANG T490 применяется тангенциальное крепление режущих пластин.
В торцово-цилиндрических фрезах лимитирующим по стойкости и надежности является торцовая часть [ 1 ], и поэтому торцовая часть фрезы определяет стойкость и надежность фрезы в целом.
Применительно к тематике данной статьи необходимо изложить следующее. Во фрезах компании ISAR торцовая часть фрезы находится в специальном модуле (секции). При износе режущей пластины меняется только эта пластины, а при поломке корпуса модуля заменяется модуль. Во фрезах компании WALTER имеются насадные (сменные) торцовые части и при выходе из строя заменяются или пластины или сами насадные торцовые части. Во фрезах компании PRAMET сменные торцовые части поставляются в качестве запчастей.
Данная статья базируется на анализе работ [1-4].
В рассматриваемой конструкции в торцово-цилиндрических фрезах установлены дополнительные режущие пластины в торцовой части. Вследствие этого в торцовой части имеется в два раза больше пластин, каждая режущая пластина снимает толщину в два раза меньше и ориентировочно имеет усилие резания в два раза меньше;износ пластин в торцовой части фрезы уменьшается ориентировочно в два раза.
На рис.1 представлена торцово-цилиндрическая фреза с дополнительными торцовыми режущими пластинами в торцовой части.
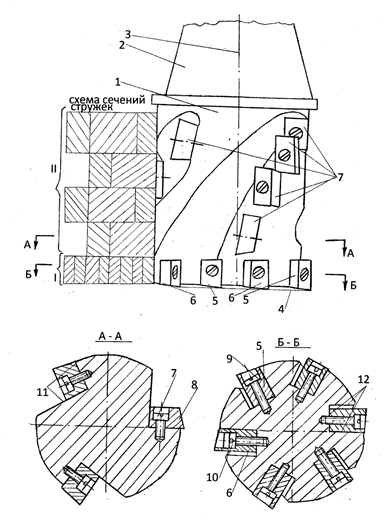
Рис.1. Торцово-цилиндрическая фреза с дополнительными торцовыми пластинами в торцовой части.
На рис.1: 1 – корпус фрезы (имеет цилиндрическую форму); 2 – хвостовик для крепления в шпинделе фрезерного станка; 3 – ось фрезы; 4 – торцовая плоскость фрезы;
5 –торцовые режущие пластины (находятся в одних винтовых рядах с радиальными режущими пластинами); 6 – дополнительные торцовые режущие пластины (чередуются через одну с пластинами 5); 7 – радиальные режущие пластины; 8 – винт крепления радиальной режущей пластины 7 (винт расположен радиально); 9 – винт крепления торцовой пластины 5 (винты расположены тангенциально); 10 – винт крепления дополнительной режущей пластины 6 (винты расположены тангенциально); I – cечения срезов торцовыми режущими пластинами 5 и дополнительными режущими пластинами 6; II – сечения срезов радиальными режущими пластинами 7; 11- стенки Г-образного паза; 12- стенки П-образного паза.
Особенность торцово-цилиндрической фрезы с дополнитедьными режущими пластинами в торцовой части (рис.1) cостоит в следующем. Радиальные режущие пластины в основной части фрезы распределены в шахматном порядке (здесь нет сплошного режущего лезвия). Сменные режущие пластины распределены с обеспечением взаимного перекрытия при резании. Часть металла, несрезанная пластинами, установленными в одном пазу (паз с установленными пластинами в данной фрезе и есть зуб), cрезается по мере поворота фрезы режущими пластинами, установленными в другом пазу (сечения срезов на рис.1).
На рис.1 в сечении А-А и в сечении Б-Б показаны винты радиального и тангенциального крепления.
Cуществует большое многообразие креплений режущих пластин (клиновых, рычажных, эксцентриковых). Но в торцово-цилиндрических фрезах ввиду ограниченного пространства для размещения крепежных элементов (например по сравнению с торцовыми фрезами) применяются в основном винтовые крепления.
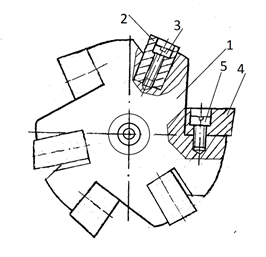
Рис.2. Вид торцово-цилиндрической фрезы со стороны торцовой части, имеющей торцовые пластины с радиальным креплением, а дополнительные торцовые пластины с тангенциальным креплением.
На рис.2: 1 – корпус фрезы; 2 – торцовая пластина с радиальным креплением; 3 – винт крепления; 4 – дополнительная торцовая пластина с тангенциальным креплением; 5 – винты крепления.
В основной части фрезы винтовое крепление пластин может быть и радиальным и тангенциальным.
Торцово-цилиндрические фрезы c дополнительными торцовыми пластинами могут иметь в торцовой части тангенциальное крепление пластин (рис.1). Радиальным креплениям режущих пластин должен соответствовать Г-образный паз со взаимно перпендикулярными сторонами. В этом случае при сверлении отверстий под винты и нарезании резьбы обеспечивается свободный доступ инструмента (сверла и метчика) перпендикулярно обрабатываемой поверхности и расположенный радиально цилиндрической части фрезы. При установке в торцовой части дополнительных пластин торцовые пластины и дополнительные пластины находятся близко друг от друга и обеспечить свободный доступ инструмента за счет Г-образного паза затруднительно или вообще не представляется возможным. При отсутствии свободного доступа необходимо использовать при изготовлении посадочных мест под пластины специально спрофилированные и фасонные пальчиковые фрезы с конической и сферической формой, что усложняет технологию изготовления.
При тангенциальном креплении режущих пластин инструмент сверло и мечик располагаются в направлении центра фрезы и механизмы, приводящие их во вращение находятся за пределами фрезы. Для установки режущих пластин при тангенциальном креплении может быть применен П-образный паз(рис.2).
Наличие тангенциального крепления в торцовой части торцовых пластин и дополнительных торцовых пластин обеспечивает технологичность изготовления посадочных мест во фрезе с дополнительными режущими пластинами в торцовой части.
Радиальное крепление режущих пластин имеет увеличенный размер стружечных канавок (стружечных карманов), тангенциальное крепление увеличивает прочность режущей пластины, уменьшает возможность раскрытия стыка (что важно, например, при фрезеровании аустенитных сталей или при плунжерном фрезеровании), но в данной конструкции (рис.1 и рис.2) наиболее важным является улучшение технологичности и возможности обработки посадочных мест под пластины, установки и крепления самой пластины.
Может иметь место конструктивный вариант (который в определенных условиях может быть предпочтительным), когда в торцовой части торцовые режущие пластины имеют радиальное крепление, а дополнительные торцовые режущие пластины имеют тангенциальное крепление (то есть может иметь место комбинированное сочетание радиальных и тангенциальных креплений),рис. 2. В работе [ 4 ] в технически обоснованных случаях дополнительные торцовые пластины могут иметь торцовые крепления в гнезде, выполненном на цилиндрической части фрезы рядом с нерабочей поверхностью Г-образного паза (вместо крепления на нерабочей поверхности самого Г-образного паза).
ВЫВОДЫ
- Торцово-цилиндрическая фреза с торцовыми и с дополнительными торцовыми режущими пластинами в торцовой части фрезы, имеющих тангенциальное крепление в П-образном пазу, обладает свойством новизны.
- Объективно положительно проявляющийся технический результат торцово-цилиндрической фрезы с дополнительными торцовыми пластинами состоит в увеличении стойкости за счет увеличения стойкости торцовой части, так как в этом случае пластины в торцовой части снимают стружку в два раза меньшей толщины и имеют в два раза меньшие усилия резания.
- Торцово-цилиндрическая фреза с торцовыми и с дополнительными торцовыми пластинами в торцовой части фрезы обладает свойством промышленной применимости, так как для изготовления креплений пластин используется стандартный традиционный инструмент и стандартные традиционные технологии.
Библиографический список
- Реклама компании ISAR (Израиль) «Кукуруза» на участке механической обработки» // Рубрика «Статьи на обложке журнала Оборудование и инструмент для профессионалов».- 2014.-№2.
- Патент на полезную модель №125502 В23С5 Концевая фреза повышенной стойкости. Авторы: Черкашин В.П., Водилов А.В. Опубликовано 10.08.2015, бюлл. №7
- Патент на полезную модель №153802 В23С5 Комбинированная концевая фреза повышенной стойкости. Авторы: Черкашин В.П., Водилов А.В. Опубликовано 10.08.2015, бюлл. №22.
- Патент на полезную модель №158628 В23С5 Концевая фреза повышенной стойкости, имеющая сменные режущие пластины. Авторы: Черкашин В.П., Водилов А.В. Опубликовано 20.01.2016, бюл. № 2.