РАЗРАБОТКА И ИССЛЕДОВАНИЕ УСТРОЙСТВА ДЛЯ КОНТРОЛЯ ПОЗИЦИОННЫХ ОТКЛОНЕНИЙ ОСЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ ГИДРОАГРЕГАТОВ
1Омский государственный технический университет, Маристрант ОмГТУ, кафедры "Нефтегазовое дело"
Аннотация
Данная статья посвящена проблеме точности в машиностроении, а именно, решению вопроса контроля позиционных допусков при производстве деталей. В ходе работы было спроектировано устройство для измерения отклонений осей отверстий в таких деталях как гильза и золотник гидроагрегата, а также произведен расчет на точность этой установки.
Ключевые слова: гидростатический рулевой механизм, измерительное устройство, отклонение от оси, погрешность, Позиционный допуск
DEVELOPMENT AND RESEARCH OF DEVICES FOR CONTROL OF POSITIONAL MISALIGNMENT OF HOLES
1Omsk State Technical University, Magistracy student OmSTU, the department "Oil and Gas Business"
Abstract
This article deals with the problem of accuracy in mechanical engineering, namely, with the problem of positional tolerances control in the manufacture of is parts. During the work a new device for measuring variations axes of the holes in such details as the sleeve and spool hydraulic unit was designed and calculated the accuracy of this installation.
Keywords: deviation from the axis, error, hydrostatic steering mechanism, Position tolerance, sensing device
Библиографическая ссылка на статью:
Бабенко Н.М., Кулагина К.Н. Разработка и исследование устройства для контроля позиционных отклонений осей отверстий деталей гидроагрегатов // Современная техника и технологии. 2015. № 2 [Электронный ресурс]. URL: https://technology.snauka.ru/2015/02/6340 (дата обращения: 30.07.2026).
В современном машиностроении существует немало проблем, которые необходимо решать, либо стремиться к упрощению при решении. Одной из таких проблем является контроль позиционного допуска осей отверстий в различных деталях. Существуют детали, в которых расположение этих осей не оказывает особого влияния на дальнейшую работоспособность детали, но имеется ряд деталей, в которых допуск расположения рассматриваемых отверстий составляет очень маленькую величину, а от этого зависит дальнейшее функционирование детали в сборочной единице узла. Примером таких узлов могут служить детали гидроагрегата: золотник и гильза. Их конструктивная особенность заключается в том, что только при определенном положении отверстий и пазов на этих деталях всё устройство гидроагрегата будет функционировать на нужном уровне. В случае смещения оси отверстия при изготовлении хотя бы одной из деталей, нарушается в сборке узла перекрытие отверстий гильзы и золотника, и жидкость не поступает из одной полости в другую, следовательно, гидроагрегат меняет свои технические характеристики из-за снижения качества работы агрегата.
Многие ученые и конструктора занимаются разработкой устройств для контроля допуска расположения[1]. Например: измеритель межцентровых расстояний (Авторское свидетельство № 2052762), устройство для измерения межцентрового расстояния (Авторское свидетельство № 2142612), способ измерения отклонений расположения перекрещивающихся осей отверстий (Авторское свидетельство № 2139494) и т.д. При проведенном анализе, выше перечисленные приспособления предназначены для измерения расстояний больших отверстий, а на гильзе гидростатического рулевого механизма отверстия малого диаметра и использовать для контроля запатентованные способы не представляется возможным.
Способ контролировать позиционные допуска на малых диаметрах существует, но он трудоемок и неэкономичен. Поэтому было спроектировано устройство для контроля позиционных отклонений осей отверстий, на примере детали «гильза». Гильза гидромотора – это толстостенная трубка определенной длины закрытая с торцов крышками с элементами крепления (проушинами) и технологическими отверстиями для подачи и отвода рабочей жидкости. Изготавливается она из высокоуглеродистой стали. Внутренняя (рабочая) поверхность покрывается сверхтвердыми сплавами и полируется. Гильза соединяет воедино все конструктивные части гидравлического узла. Важнейшими качественными показателями данного элемента являются: прочность, способность выдерживать большое давление, стойкость к коррозии, герметичность. Весь узел в сборе представлен на рис. 1. В гидравлический рулевой механизм гидромотора входят основные детали: корпус1, гильза 2, золотник 3.
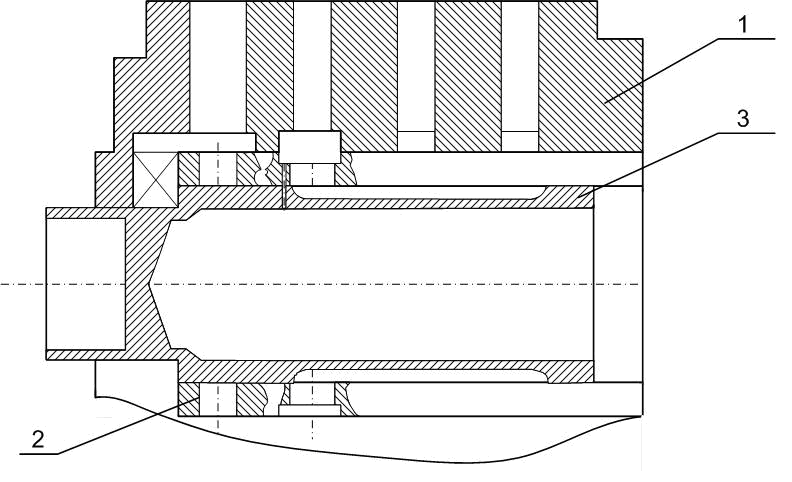
Рис. 1. Гидростатический рулевой механизм: 1- корпус; 2- гильза; 3 – золотник.
В большинстве случаев поверхности гильзы являются технологическими , но существуют и нетехнологические элементы такие как отверстия, от размера и расположения которых зависит их собираемость и качество работы гидроагрегатов. Значит, параметр который следует обязательно контролировать – это позиционное отклонение осей отверстий относительно основной базовой оси отверстия, заданный допуск которого составляет 10-20мкм.
При рассмотрении схем базирования было выбрано базирование на центрах, так как именно оно используется при обработке гильзы, а также считается наиболее точным и удобным при изготовлении этой детали. Разработанная измерительная схема устройства контроля позиционного отклонения осей отверстий гильзы и золотника представлена на рис.2, которая состоит из механизма базирования 1, оправки 2, измерительной головки 3, механизма перемещения 4. Методика определения позиционного допуска состоит в следующем: измерительный наконечник 3.1 вводится в измеряемое отверстие с помощью направляющего механизма перемещения 4, обеспечивающего подвод корпуса измерительного устройства по двум координатам – ОХ и ОУ. Измерение отклонения происходит вначале по нижней поверхности отверстия, затем по верхней. Контактирование измерительного наконечника 3.1 в отверстии детали осуществляется сервопружиной 3.2, обеспечивающей контакт по двум поверхностям отверстия. В качестве отсчетного устройства 3.3 используется измерительный первичный преобразователь. Базирование осуществляется в центрах: передний центр 1.1 вращается со шпинделем обрабатываемой деталью 5, второй центр 1.2 неподвижен и поверхность центрового отверстия детали перемещается с трением по поверхности заднего центра 2.1 , установленного в шпиндель задней «бабки».
При разработке измерительного устройства были уточнены некоторые элементы конструкции [3]. Зажимным элементом была выбрана планшайба с поводковым пальцем, передаточным элементом – прямая передача, средством измерения – первичный преобразователь 3.3, а вспомогательным устройством – каретка, с помощью которой измерительное устройство подводится к детали 5.
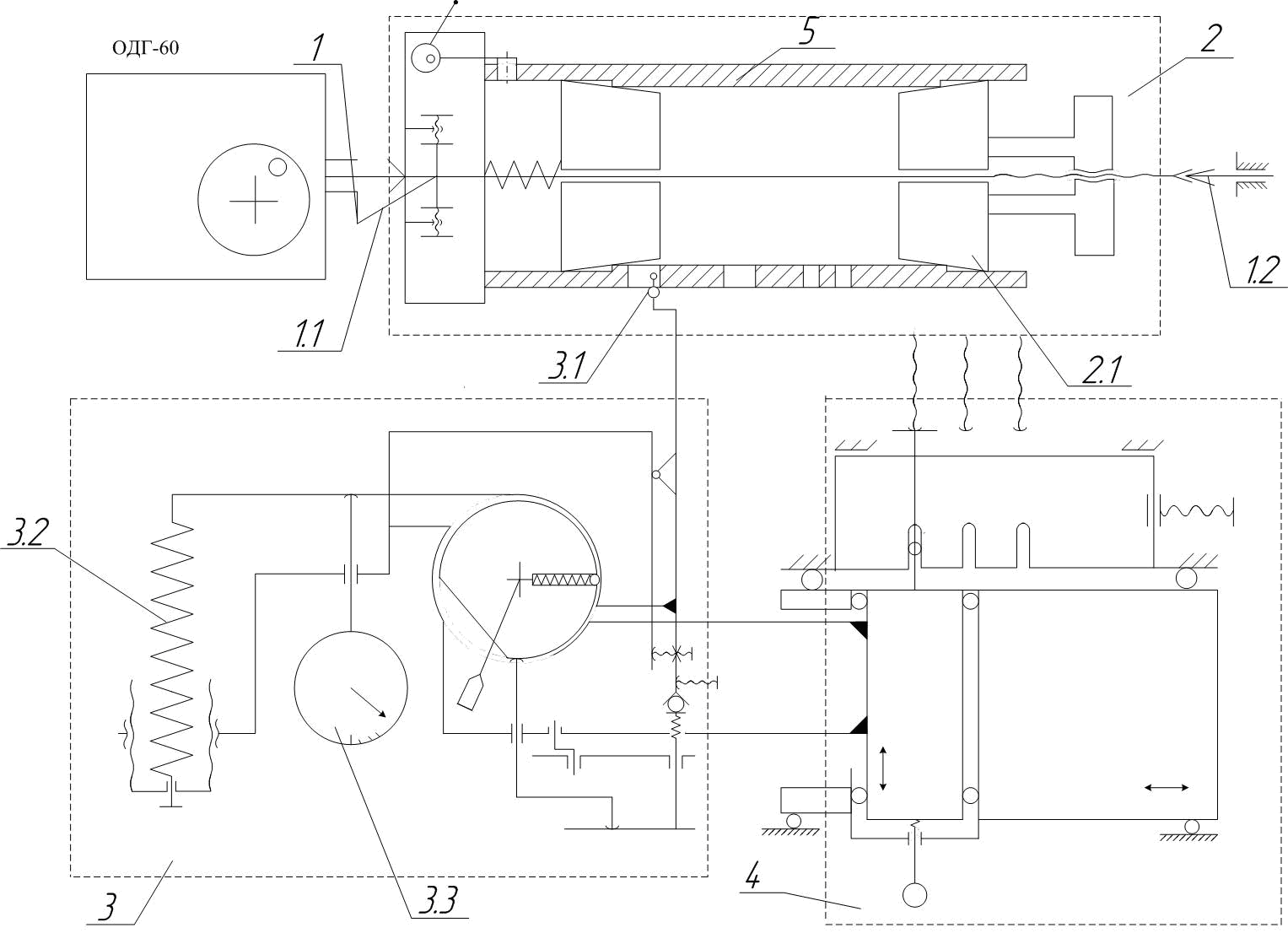
Рис. 2 – Схема измерительного прибора.
Расчет на точность контрольного приспособления [4] произведен по зависимости
![]()
Он показал значительное уменьшение суммарной погрешности, которая равна
![]()
где Δ1- погрешность, свойственная самой схеме измерения и возникающая от несовершенства метода измерения и взаимодействия средств измерений с объектом;
Δ2- погрешность установки контролируемой детали в контрольно-измерительное приспособление;
Δ3- погрешность настройки контрольно-измерительного приспособления по эталону или установочным мерам;
Δ4- суммарная погрешность, связанная с погрешностями измерительного прибора, субъективной погрешностью, температурной погрешностью;
Δ5- погрешности передаточных устройств;
Действительное значение расчетной суммарной погрешности составило ±0,0223мм. Оно не превышает допускаемую предельную погрешность.
Разработанное измерительное устройство позволяет значительно повысить :
- точность измерения позиционного допуска;
- снизить трудоемкость и утомляемость при измерении,
- обеспечить удобство контроля.
Библиографический список
- www.findpatent.ru
- Ломов С.М. Измерение позиционных отклонений осей отверстий и пазов деталей гидроагрегатов. – Омск: Издательство ОмГТУ. – 2011.
- Левенсон Е.М. «Контрольно-измерительные приспособления в машиностроении», под.ред. М.Н.Морозова, 1960.
- Глухов В.Н. «Расчет точности измерительных устройств», ОмПИ, Омск, 2006.
Все статьи автора «Бабенко Наталья Михайловна»
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте.