РАЗРАБОТКА УЧЕБНОЙ ПРОГРАММЫ РАСЧЕТА ПОГРЕШНОСТЕЙ ОБРАБОТКИ ЗАГОТОВОК НА СТАНКАХ ТОКАРНОЙ ГРУППЫ
1ФГАОУ ВО «Санкт-Петербургский политехнический университет Петра Великого», кандидат технических наук, доцент кафедры технологии конструкционных материалов и материаловедения
2ФГБОУ ВПО Национальный минерально-сырьевой университет «Горный», кандидат технических наук, доцент кафедры начертательной геометрии и графики
3ФГБОУ ВПО Национальный минерально-сырьевой университет «Горный», кандидат технических наук, доцент кафедры начертательной геометрии и графики
Аннотация
Данная статья посвящена разработке учебной компьютерной программы, применяемой для моделирования процессов, изучаемых в рамках курса «Основы технологии машиностроения». Тема является актуальной, так как разработка и применение таких компьютерных программ в значительной степени повышает эффективность самостоятельной работы студентов на лабораторных и практических занятиях, что существенно расширяет возможности преподавания данного курса .
Ключевые слова: компьютерная программа, моделирование, расчет режимов резания и точности размерной обработки деталей на станках токарной группы, технология, учебный процесс
CURRICULUM DEVELOPMENT OF CALCULATION PROCESSING ERRORS IN THE MACHINING LATHES GROUP
1Peter the Great saint-petersburg Рolytechnic University, Ph.D., Assistant Professor of Structural Materials Technology and Materials
2National mineral resources universiry (mining university), Ph.D., Assistant professor of descriptive geometry and graphicsassistant professor of descriptive geometry and graphics
3National mineral resources universiry (mining university), Ph.D., Assistant professor of descriptive geometry and graphics
Abstract
This article is devoted to the development of educational computer program used for the simulation of processes studied in the course "Fundamentals of Mechanical Engineering". Topic is relevant, as the development and application of computer programs greatly increases the efficiency of independent work of students in the laboratory and practical classes, which significantly enhances the teaching of the course.
Библиографическая ссылка на статью:
Дмитревская Ю.С., Фоломкин А.И., Мороз О.Н. Разработка учебной программы расчета погрешностей обработки заготовок на станках токарной группы // Современная техника и технологии. 2015. № 7 [Электронный ресурс]. URL: https://technology.snauka.ru/2015/07/6936 (дата обращения: 30.07.2026).
Разработка учебных компьютерных программ адаптированных к современным условиям подготовки специалистов является важным направлением развития образовательных технологий. Учебные компьютерные программы в значительной степени повышают эффективность самостоятельной работы студентов, позволяя моделировать изучаемые в рамках учебных дисциплин процессы. Особенно это наглядно заметно при подготовке студентов к практическим занятиям и лабораторным работам. Такие программы существенно расширяют возможности преподавателя при проведении занятий различных форм, давая возможность фокусировать внимание студентов на особенностях изучаемого вопроса, в зависимости от конкретного направления подготовки. Кроме того актуальность развития данного направления обоснована увеличивающимися темпами применения систем дистанционного управления курсами такими как Moodle, RedClass, Learn eXact, ATutor на платформах которых возможно размещение учебных программ.
В настоящий момент на кафедре “ТКМиМ” ФГБОУ ВПО ”СПбГПУ” и кафедре НГиГФГБОУ ВПО НМСУ “ГОРНЫЙ” проводится разработка учебной компьютерной программы по расчету режимов резания и точности размерной обработки деталей на станках токарной группы.
Одним из ключевых вопросов, рассматриваемых в курсе «Основы технологии машиностроения», является вопрос получения точных размеров и формы обрабатываемых заготовок, для студентов, не имеющих практических навыков работы на металлорежущем оборудовании, в условиях дефицита времени и ограниченных возможностей современного учебного процесса этот вопрос представляет определенную сложность в понимании и усвоении теоретического материала.
Для более наглядного изложения теоретического материала, связанного с точностью лезвийной обработки, разработана учебная компьютерная программа, блок-схема которой представлена на рисунке1.
Расчет режимов резания и погрешностей обработки производится по известным типовым методикам [2, 4]. При этом смещение при закреплении заготовки в трехкулачковом самоцентрирующем патроне оценивалось по следующей формуле:
где Pизг – изгибающая сила;
jсуп – коэффициент жесткости суппорта;
jпб – коэффициент жесткости передней бабки;
l– расстояние от точки закрепления до точки приложения силы;
E – модуль упругости;
– динамический коэффициент.
J– момент инерции поперечного сечения заготовки
Момент инерции поперечного сечения заготовки, определялся по формуле:
где d – диаметр обрабатываемой заготовки.
Изгибающая сила определялась по известной формуле:
где Pх и Py– соответственно осевая и радиальная составляющие силы резания.
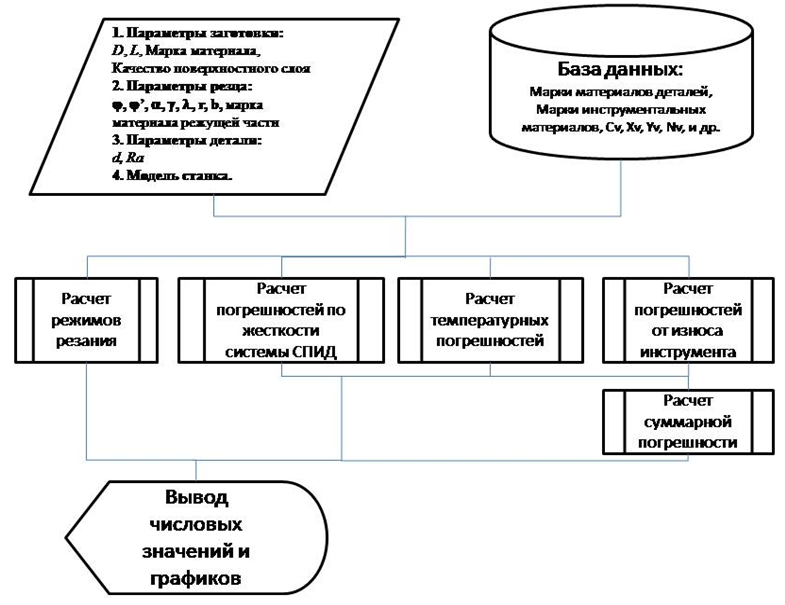
Рисунок 1- Блок-схема разработанной учебной программы
Для разработки программы использовалась перспективная среда визуального программирования Boland Delphi [3, 5]. База данных содержащая таблицы поправочных коэффициентов, коэффициентов для расчета скорости резания, силы резания разработана в системе управления базами данных Microsoft office Access 2007. Работа с базами данных в Delphi осуществлялась при помощи современного драйвераMicrosoft Jet 4.0 OLEDB Provider и компонентов ADOConnection, TADOTable, DataSource,DBGrid.
Для ввода исходных данных использовалась экранная форма содержащая стандартные элементы управления Windows такие как поля ввода, списки, кнопки выбора и кнопки (Рисунок 2). По введенным данным, возможно, рассчитывать режимы резания как при чистовой обработке, когда основной задачей является получение низкой шероховатости поверхности и высокой точности, так и при черновой обработке, когда главной целью является увеличение производительности. При расчете режимов резания существует возможность учитывать наличие или отсутствие охлаждения и способ подвода смазочно-охлаждающей жидкости, которая оказывает сильное влияние на технологический процесс, результаты обработки и режимы резания, в свою очередь применение СОЖ в учебном процессе затруднительно в связи с коротким сроком эксплуатации и необходимостью ее утилизации. Для вывода результатов использовалась отдельная экранная форма, показанная на рисунке 3.
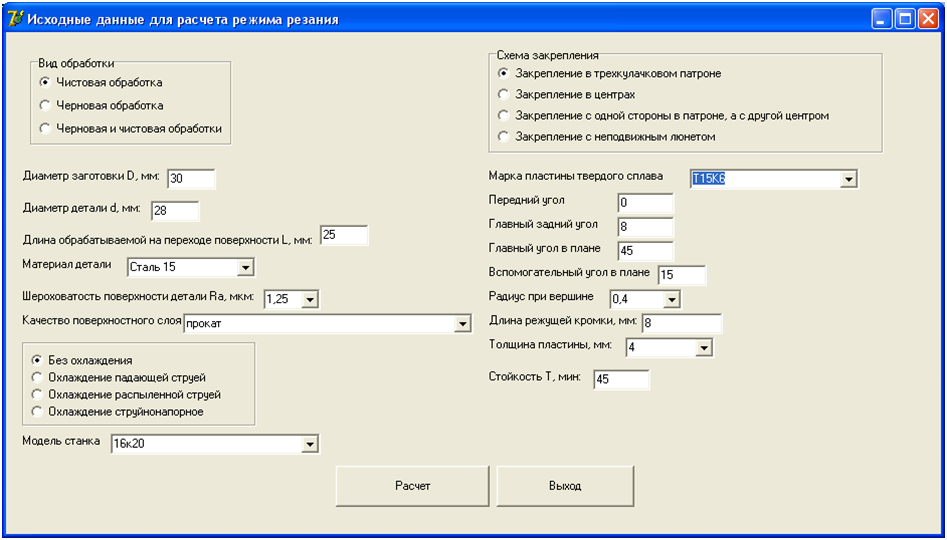
Рисунок 2 – Экранная форма для ввода исходных данных
Для отладки управляющей программы были рассчитаны контрольные примеры, условие одного из которых представлено ниже:
- заготовка из проката диаметром D= 30мм;
- заготовка закреплена в трехкулачковом патроне с консольным вылетом L = 50мм;
- материал детали– Сталь 15;
- диаметр обрабатываемой на детали поверхности d=28мм;
- длина обработанной поверхности l = 25 мм;
- шероховатость получаемой на переходе поверхности Ra= 1,25мкм;
- материал режущей части – Т15К6;
- модель станка – 16К20.
Результаты расчета контрольного примера:
- глубина резанияt= 1мм;
- подача на один оборот заготовки Sо = 0,13мм/об;
- число оборотов шпинделя n= 1600об/мин;
- фактическая скорость резанияυ=141м/мин;
- главная составляющая силы резания Pz=211н;
- мощность резания N= 0,5кВт;
- основное время Tо = 0,2мин;
- максимальный прогиб заготовки = 2мкм.
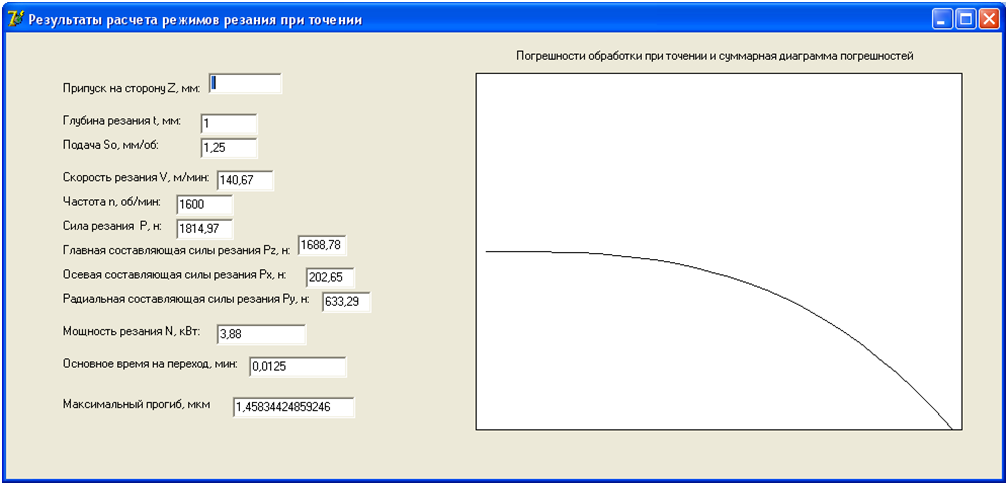
Рисунок 3 – Результаты расчетов
Разработанное программное обеспечение позволяет студентам проанализировать многообразие технологических задач связанных с расчетом режимов резания и получаемой погрешностьюобработки заготовокна станках токарной группы, разобраться в алгоритме решения подобных задач и приобрести опыт в технологиях компьютерных исследований. Кроме того программа может использоваться для верификации студенческих курсовых и дипломных работ.
Библиографический список
- ГОСТ 18097-93 Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Гусев А.А., Е.Р. Ковальчук, И.М. Колесов, Н.Г. Латышев, В.А. Тимирязев, Д.В. Чарнко Технология машиностроения (специальная часть): учебникдля машиностроительных специальностей вузов/А.А.Гусев, Е.Р. Ковальчук, И.М. Колесов и др. – М: Машиностроение, 1986. – 480 с.: ил.
- Ковшов А.Н. Технология машиностроения: учебник для студентов машиностроительных специальностей вузов/А.Н. Ковшов.– Москва: Машиностроение, 1987. – 320с.: ил.
- Колев К.С. Технология машиностроения: учебное пособие для машиностроительных специальностей вузов / К.С. Колев.— Москва: Высшая школа, 1977 .— 254, [1] c. : ил. ; 22 см.— Библиогр.: с. 246.
- Культин Н Б. Delphi в задачах и примерах / Никита Культин.— 3-е изд., [перераб. и доп.].— Санкт-Петербург: БХВ-Петербург, 2012 .— 288 с. : ил. ; 21 см .— ISBN 978-5-9775-0811-7.
- Справочник технолога-машиностроителя: в 2 т. / под ред. А. Г. Косиловой, Р. К. Мещерякова.— 4-е изд., перераб. и доп. — Москва : Машиностроение, 1986.
- Фленов М.Е. Библия Delphi -3-е изд. перераб. и доп. –СПб.: БХВ-Петербург, 2014. - 688 с.
Все статьи автора «Мороз Ольга Николаевна»
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте.