СРАВНИТЕЛЬНЫЙ АНАЛИЗ ТОРЦОВО-ЦИЛИНДРИЧЕСКИХ ФРЕЗ С РАВНОЙ СТОЙКОСТЬЮ РАДИАЛЬНЫХ И ТОРЦОВЫХ РЕЖУЩИХ ЛЕЗВИЙ
1НИИ приборостроения им. В.В. Тихомирова, г. Жуковский, инженер-программист
2ОАО «Объединенные машиностроительные технологии», г. Москва, канд. техн. наук
Аннотация
Произведен сравнительный анализ торцово-цилиндрических фрез с равной стойкостью радиальных и торцовых режущих лезвий и на осноке этого анализа сделано обоснование по выбору параметров этих фрез.
Ключевые слова: Торцово-цилиндрическая равной стойкости
COMPARATIVE ANALYSIS OF FACE-PLAIN CUTTERS WIRH EQUAL RADIAL L AND FACE RESISTANCE CUTTING BLADES
1Institute of Instrument them V.V. Tikhomirov, Zhukovsky, software engineer
2JSC "United Engineering Technologies", Moscow, Candidate. tehn. sciences
Abstract
A comparative analysis of butt-cylindrical milling cutters with equal resistance and mechanical radial cutting blades and osnoke this analysis study done by the choice of the parameters of these mills.
Keywords: Butt-cylindrical equal resistance
Библиографическая ссылка на статью:
Водилов А.В., Черкашин В.П. Сравнительный анализ торцово-цилиндрических фрез с равной стойкостью радиальных и торцовых режущих лезвий // Современная техника и технологии. 2016. № 7 [Электронный ресурс]. URL: https://technology.snauka.ru/2016/07/10301 (дата обращения: 30.07.2026).
Торцово-цилиндрические фрезы это длиннокромочные концевые фрезы едназначенные для работы при большой ширине фрезерования (глубоких пазов, карманов, окон и т.д.) в основном на станках с ЧПУ. Режущие лезвия торцово-цилиндрических фрез не являются сплошными (непрерывными), а состоят из отдельных режущих пластин, которые при резании имеют перекрытие. Свою востребованность эти фрезы получили из за того, что при выходе из строя участка режущего зуба(например, скола), нужно будет менять одну пластину или несколько пластин, но не изготавливать новую фрезу.
Торцово-цилиндрические фрезы являются универсальным режущим инструментом. Торцовая часть зубьев фрез нагружена больше и имеет стойкость меньше, так как при фрезеровании на станках с ЧПУ даже в одной сложной машинной детали может иметь место торцовое фрезерование закрытых плоскостей, интерполяционное (винтовое) фрезерование, плунжерное фрезерование, закрытое форматное фрезерование; во всех этих вариантах преимущественно нагружены торцовые пластины. Увеличенный износ торцовой части фрез по отношению к цилиндрической части фрез определяет стойкость фрезы в целом, являясь существенным эксплуатационным недостатком.
В торцово-цилиндрических фрезах с равной стойкостью радиальных и торцовых режущих лезвий устраняется этот недостаток, путем установки в торцовой части фрезы дополнительных режущих пластин, которые берут на себя часть работы резания, увеличивая стойкость торцовой части. Торцово-цилиндрические фрезы с равной стойкостью радиальных и торцовых режущих лезвий режущих пластин и концевые фрезы равной стойкости предназначены для работы по металлу [1-6 ], но могут быть использованы для работы по дереву [ 7 ].
Дополнительные режущие пластины являются основным конструктивным элементом торцово-цилиндрических фрез с равной стойкостью радиальных и торцовых пластин [1-6 ], их крепление к корпусу фрезы определяет как надежность, так и технологические затраты при внедрении фрез. Cравнительному анализу этих креплений, выбору основных параметров, а следовательно и конструктивной особенности фрез посвящена данная статья.
Торцово-цилиндрические фрезы с равной стойкостью радиальных и торцовых лезвий, базирущееся на стандартных фрезах со сменной торцовой частью
Торцово-цилиндрические и концевые фрезы для различных целей могут иметь сменную торцовую часть [ 2 ], торцово-цилиндрические фрезы компании СКИФ-М [ 5 ]. Торцовая часть фрезы изготавливается отдельно от основной части фрезы: [ 2 ], фрезы СКИФ-М, а затем механически крепятся к основной части фрезы: возможен конструктивный вариант крепления с помощью контактной сварки [ 2 ]. В конструктивном варианте крепления контактной сваркой не нужно пространства для размещения деталей для механического крепления, поэтому фрезы можно изготавливать меньшего диаметра. Но фрезы с использованием контактной сварки не имеют промышленного освоения, есть только единичные изготовления в условиях механического цеха [ 2 ]. Фрезы смеханическим креплением торцовой части освоены в промышленном масштабе заводами компании СКИФ и выпускаются серийно. Необходимость иметь пространство для размещения деталей крепления позволяет изготавливать фрезы диаметром только более 40 мм.
С точки зрения конструирования торцово-радиальных фрез с равной стойкостью на базе фрез СКИФ-М не является рациональным, так как нельзя сделать эти фрезы диаметром менее 40 мм. Несмотря на то, что технологичность высокая. Торцовая часть фрезы изготавливается с большим в два раза числом режущих пластин независимо от пластин основной части фрезы. Затем соединяется механически с основной частью фрезы. Основная часть фрезы не изготавливается, элементы крепления не изготавливаюся, изготавливается новой, с большим в два раза кочеством пазов для установки пластин, только сменная торцовая часть.
Торцово-цилиндрические фрезы с равной стойкостью радиальных и торцовых лезвий, базирущееся на креплении торцовых пластин на нерабочей (технологической) стороне пазов стандартных фрез.
Крепление режущих пластин на нерабочей стороне пазов применялось в концевых фрезах с равной стойкостью боковых и торцовых режущих лезвий сменных многранных пластин в работе [ 2 ]. Применение на базе стандартных фрез сводится только к изготовлению посадочных мест для дополнительных режущих пластин. Посадочные места должны выполняться с высокой точностью, но количество посадочных мест небольшое, равное числу дополнительных пластин, поэтому их изготовление не сязано с большой трудоемкостьюью, учитывая , что больше никакие элементы фрезы не будут изготавливаться. Для концевых фрез и торцово-цилиндрической фрезы с равной стойкостью радиальных и торцовых режущих лезвий крепление дополнительных пластин на нерабочей стороне паза известно из работы [ 3 ].
Дополнительная торцовая режущая пластина находится консольно по оптношению к действующей нагрузке и воспринимает увеличенную консольную изгибную нагрузку. Дополнительная торцовая режущая пластина здесь не опирается на стенку паза , а удерживается только винтом (это нестандартный прием крепления пластины). Под дополнительную режущую пластину подкладывается подкладка, которая в сочетании с корпусом фрезы образует стружечную канавку, которая еще больше увеличивает консоль. При недостаточной толщине подкладки возникает принудительное завивание стружки при обработке пластичных металлов или даже может возникнуть заштыбовка стружки. При внештатных ситуациях при всплеске пиковых нагрузок на пластинах с дополнительными торцовыми режущими лезвиями возникают большие изгибные напряжения и это делает эти пластины наиболее слабым элементом фрезы. Применение для креплений этих пластин кроме винтов, еще клиньев, прижимов и захватов решает проблему частично.
Торцово-цилиндрические фреы с равной стойкостью радиальных и торцовых лезвий, базирущееся на изготовлении в цельном корпусе фрезы торцовой части с увеличенным количеством пазов и увеличенным количеством торцовых пластин (Рис 1).
Фрезу с непрерывным режущим лезвием и даже фрезу с криволинейным режущим лезвием можно изготовить в инструментальном цехе завода. Торцово-цилиндрическая фреза ГОСТ 28709-90) имеет прерывистое режущее лезвие и требует специального оборудования для точности изготовления посадочных мест под режущие пластины.
Торцово-цилиндрическая фреза с равной стойкостью радиальных и торцовых режущих лезвий при изготовлениипри требует изготовления посадочных мест под все пластины радиальные и торцовые, так как торцовая часть и основная часть фрезы выполнены цельными и составляют единый корпус фрезы.
На рис.1 представлена торцово-цилиндрическая торцовая фреза с равной стойкостью боковых и торцовых режущих лезвий, базирущаяся на изготовлении в цельном корпусе фрезы торцовой части с увеличенным количеством пазов и увеличенным количеством торцовых пластин.
На рис.1: 1 – корпус фрезы; 2 – радиальные режущие пластины; 3 – торцовые режущие пластины; 4 – дополнительные торцовые режущие пластины; 5 – винты крепления; 6 –опорная стенка для пластин в основной части фрезы; 7 – опорная стенка для пластин в торцовой части фрезы; D – диаметр фрезы.
Корпус фрезы с одного конца имеет конус для крепления в шпинделе фрезерного станк, а с другой стороны оканчивается торцовой частью.
Расстояние между рабочей поверхностью данного паза и нерабочей поверхностью соседнего паза представляет собой опорную стенку определенной толщины, для крепления режущих пластин с режущими лезвиями. При сплошном (непрерывном)
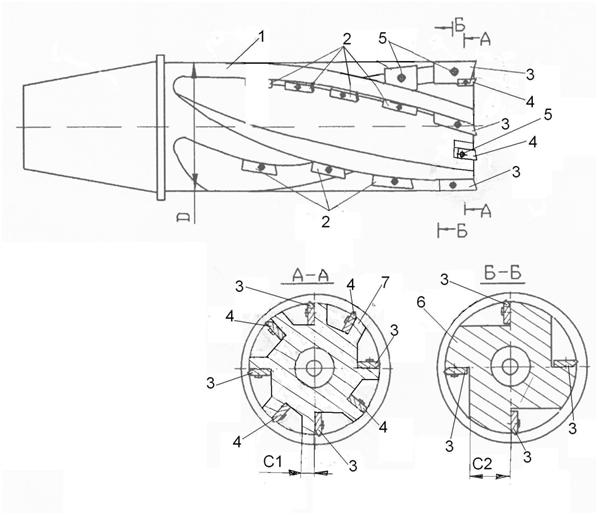
Рис.1. Торцово-цилиндрическая фреза с равной стойкостью радиальных и торцовых лезвий, базирущаяся на изготовлении в цельном корпусе фрезы торцовой части с увеличенным количеством пазов и увеличенным количеством торцовых пластин.
режущем лезвии напаянные режущие зубья опираются на затылки. Упомянутые затылки и опорные поверхности выполняют одну и ту же функцию, но опорные поверхности имеют отличную геометрию от затылков, так как предназначены еще для обеспечения технологичности выполнения посадочных мест для режущих пластин , ГОСТ 28709-90, для прерывистого режущего лезвия и требует специального оборудования для точности.
В торцовой части фрезы пазов в два раза больше (чем в основной части фрезы), поэтому толщина опорных стенок С1 меньше (чем в основной части фрезы,C2), причем толщина опорных стенок для торцовых пластин и для дополнительных торцовых пластин одинаковая,C1.
Прочность опорных стенок как в основной части фрезы, так и в торцовой части фрезы достаточная. В торцовой части фрезы толщина опорных стенок меньше, но и окружная сила меньше, так как число зубьев в два раза больше и следовательно толщина снимаемой стружки в два раза меньше. Прочность опорных стенок не лимитирует по прочности фрезы. Торцово-цилиндрические фрезы имеют большую высоту режущей части. Поэтому наибольшие величины напряжений по условию прочности по изгибу и по условию выносливости по изгибу имеют место на выходе пазов в верхней части фрезы ближе к конусу крепления фрезы в станке. Наибольшие напряжения возникают из за наличия на выходе пазов концентраторов напряжений как по изгибу, так и по кручению (по аналогии с консольным шлицевым валом) – это опасное зона для корпуса фрезы. Для торцово-цилиндрических фрез с равной стойкостью радиальных и торцовых режущих лезвий из за большего числа числа пластин в торцовой части (чем в основной части фрезы) напряжение в опасной зоне уменьшается.
В данной работе применена конструктивная идея работы [ 1 ] для непрерывных режущих лезвий, основанная на том, что в торцовой части концевой фрезы должно быть в два раза больше режущих лезвий. Конструктивная идея работы [ 1 ] распространена на торцово-цилиндическую фрезу (рис.1).
Необходимо подчеркнуть, что имеются, по нашему мнению, фундаментальные работы: патент на изобретение № 2254212 В23 С5/20. Фреза. Авторы Москвитин А.А., Москвитин А.А.; патент на пол. мод. № 150192 В23 С5/20. Торцово-цилиндрическая фреза. Авторы Москвитин А.А., Москвитин С.А. Москвитин А.А.; патент на пол. мод. № 138782 В23 С5/20. Фреза торцово-цилиндрическая. Авторы Москвитин А.А., Москвитин С.А. В этих работах имеет место оперирование параметрами как радиальных, так и торцовых пластин для повышения стойкости пластин, снижению вибраций, возникающих в процесcе резания, увеличению срока службы фрезы.
Компания Pramet также (как и компания СКИФ) производит торцово-цилиндрические фрезы со сменной торцовой частью.
Компания ISCAR (Израиль) также производит торцово-цилиндрические (длиннокромочные) фрезы, но вместо сменной торцовой части применено другое конструктивное направление. Корпус фрезы выполняется из нескольких секций (модулей), в том числе отдельную секцию представляет собой торцовая часть корпуса (торцовая секция). Эта торцовая секция заменяется при выходе ее из строя (например при поломке торцовых секций и повреждении гнезда). В международном информационном техническом журнале «Оборудование и инструмент для профессионалов» 2014 г, №2
опубликована статья из рубрики «Статьи на обложке журнала» под названием «Кукуруза» на участке механической обработки (реклама компании ISCAR(Израиль)», в которой изложено следующее: «Обычно максимальное накружение в длиннокомочных фрезах испытывают пластины, расположенные на торце инструмента. Именно они подвержены интенсивному износу и представляют собой тот критический момент, который определяет стойкость фрезы в целом. Поломка такой СМП может привести не только к серьезному повреждению гнезда, но даже и к потере фрезы. Модульное строение корпуса корпуса с использованием торцовой секции помогает устранить отмеченный недостаток».
Заметим, что в торцово-цилиндрических фрезах с равной стойкостью радиальных и торцовых пластин увеличение надежности торцовой части фрезы достигается увеличением числа торцовых пластин, причем в этих дополнительных торцовых режущих пластинах каждое отдельное боковое режущее лезвие может иметь различную высоту.
В торцово-цилиндрических фрезах с равной стойкостью радиальных и торцовых режущих лезвий пластин, базирущихся на изготовлении в цельном корпусе фрезы торцовой части с увеличенным количеством пазов и увеличенным количеством торцовых пластин (рис. 1), а следовательно, увеличенным количеством деталей крепления пластин, во многих случаях в торцовой части не удается обеспечить свободный доступ инструмента (например сверла) для обработки посадочных мест под режущие пластины на рабочих пазах.
Корпуса этих фрез имеют более сложную технологию изготовления. При изготовлении пазов корпусов этих фрез нельзя режущим инструментом осуществлять операцию резания напроход. Cечение режущей части корпуса одинаково только в основной части фрезы, в торцовой части фрезы сечение совсем другое и здесь нужен совсем другой режущий инструмент. То есть здесь имеем сложный корпус фрезы, изготавливать который торцовую часть корпуса и сопряжение торцовой части корпуса с основной частью корпуса нужно производить на станках с ЧПУ специальными спрофилированными пальчиковыми фрезами: радиусными, cферическими, коническими. Эти фрезы применяются в общем машиностроении и ими можно обрабатывать практически любые поверхности. Учитывая, что торцово-цилиндрическая я фреза с равной стойкостью боковых и торцовых режущих лезвий, базирущаяся на изготовлении в цельном корпусе фрезы торцовой части с увеличенным количеством пазов и увеличенным количеством торцовых пластин, имеет стойкость значительно более высокую целесообразность изготовления такой фрезы имеет практический смысл .
ВЫВОДЫ
Для небольшой партии деталей или для специальных работ могут применяться, концевые фрезы с равной стойкостью радиальных и торцовых лезвий, базирущееся на креплении торцовых пластин на нерабочей (технологической) стороне пазов стандартных фрез, или, базирущееся на стандартных фрезах со сменной торцовой частью. Для серийного производства при устойчивом технологическом процессе, когда требуется прочный и надежный инструмент целесообразно использовать торцово-цилиндрические фрезы с равной стойкостью радиальных и торцовых лезвий, базирущееся на изготовлении в цельном корпусе фрезы торцовой части с увеличенным количеством пазов и увеличенным количеством торцовых пластин (рис. 1).
Библиографический список
- Водилов А.В., Черкашин В.П. Анализ температурных полей концевой фрезы с равной стойкости боковых и торцовых режущих лезвий при фрезеровании труднообрабатываемых сталей // СТИН (станки и инструмент) 9. C.23-28.
- Водилов А.В., Черкашин В.П. Анализ конструкций концевых фрез с равной стойкостью боковых и торцовых режущих лезвий // Электронный журнал « Отраслевые аспекты технических наук».- 2014.-№ 3. C.3-9.
- Водилов А.В., Черкашин В.П. // Торцово-цилиндрическая фреза с равной стойкостью радиальных и торцовых режущх пластин// Современные научные исследования и инновации.-- 12. c.56-62
- Патент на полезную модель В23С5 Концевая фреза повышенной стойкости. Авторы: Черкашин В.П., Водилов А.В. Опубликовано 10.08.2015.
- Патент на полезную модель В23С5 Комбинированная концевая фреза повышенной стойкости. Авторы: Черкашин В.П., Водилов А.В. Опубликовано 10.03.2013.
- Патент на полезную модель В23С5 Концевая фреза повышенной стойкости. Авторы: Черкашин В.П., Водилов А.В. Опубликовано 10.08.2016.
- Полосухин К. Концевой режущий инструмент. Часть 1// Журнал «Дерево.RU».-2015.-№1. С.126-130.
Все статьи автора «Водилов Андрей Валерьевич»
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте.