АНАЛИЗ ШЕРОХОВАТОСТИ ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ ПРИ ФРЕЗЕРОВАНИИ КОНЦЕВОЙ ФРЕЗОЙ С РАВНОЙ СТОЙКОСТЬЮ БОКОВЫХ И ТОРЦОВЫХ РЕЖУЩИХ ЛЕЗВИЙ
1НИИ приборостроения им. В.В. Тихомирова, г. Жуковский, инженер-программист
2ОАО «Объединенные машиностроительные технологии» г. Москва, канд. техн. наук, отдел комбайнов, главный специалист по расчетам
Аннотация
Произведен анализ теоретической шероховатости и действительной (фактической) шероховатости, полученной вы результате замеров, при фрезеровании концевой фрезой с равной стойкостью боковых и торцовых режущих лезвий.
Ключевые слова: концевая фреза, Равностойкость, шероховатость поверхности
ANALYSIS OF THE PARAMETERS CHIP CONTROL END MILL WITH EQUAL RESISTANCE SIDE AND END CUTTING BLADES WITH DIFFERENT INCLINATIONS OF THE CUTTING BLADES
1Institute of instrumentation them. V.V. Tikhomirov, G. Zhukovskiy, Software Engineer
2"United Engineering Technologies" Moscow, Candidate. tehn. Sciences, Department of harvesters, chief calculations
Abstract
The analysis of the theoretical roughness and the real (actual) roughness obtained result you measurements for milling end mill with equal resistance side and end cutting
Keywords: end mill, the surface roughness
Библиографическая ссылка на статью:
Водилов А.В., Черкашин В.П. Анализ шероховатости обрабатываемой поверхности при фрезеровании концевой фрезой с равной стойкостью боковых и торцовых режущих лезвий // Современная техника и технологии. 2013. № 12 [Электронный ресурс]. URL: https://technology.snauka.ru/2013/12/2719 (дата обращения: 29.07.2026).
Рубрика 05.00.00 ТЕХНИЧЕСКИЕ НАУКИ
Концевая фреза с равной стойкостью боковых и торцовых режущих лезвий имеет отличительную особенность, состоящую в том, что она имеет в наиболее изнашиваемой, торцовой части дополнительные специальные зубья [1-5]. Это позволяет увеличить стойкость фрезы в 1,7 -2,0 раза. Наличие дополнительных режущих лезвий специальных зубьев оказывает влияние на шероховатость обрабатываемой поверхности; этому вопросу посвящена данная статья.
На рис.1 представлена концевая фреза с равной стойкостью боковых и торцовых режущих лезвий: 1 – корпус фрезы; 2 – стандартные зубья; 3 – специальные зубья; 4 – затылки стандартных зубьев; 5 – затылки специальных зубьев; 6 – стружкоразделительная канавка, препятствующая прохождению теплоты к торцовым лезвиям; d –диаметр фрезы; L- полная высота стандартного зуба; C – высота специального зуба; L1 – высота стандартного зуба, содержащая только боковые режущие лезвия.
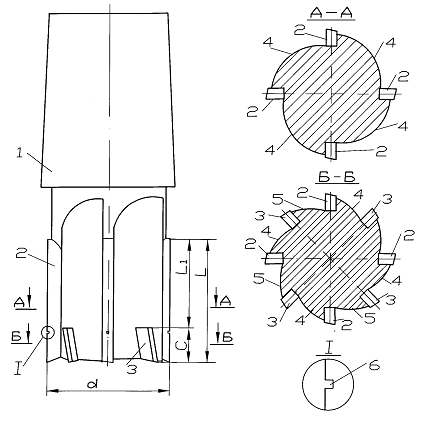
Рис. 1. Концевая фреза с равной стойкостью боковых и торцовых левий
При анализе шероховатости обрабатываемой поверхности различают два вида шероховатости: теоретическую и действительную. Действительная шероховатость находится опытным в результате замеров. Теоретическая шероховатость вычисляет вся из чисто геометрических соображений: находится величина неровностей по геометрической высоте гребешков, получающихся в результате двух последовательных резов предыдущнго и последующего зубьев фрезы. При этом не учитываются никакие другие факторы, сопутствующие явлению резания.
Зубья фрезы описывают удлиненную циклоиду. Обычная циклоида – это траектория которая описывает точка окружности радиуса r, катящейся по прямой без скольжения. Фреза своими зубьями на радиусе R > r, где R=d/2, cоприкасается с обрабатываемой поверхностью и каждый зуб описывает удлиненную циклоиду; радиус R находится на продолжении радиуса r (рис.2).
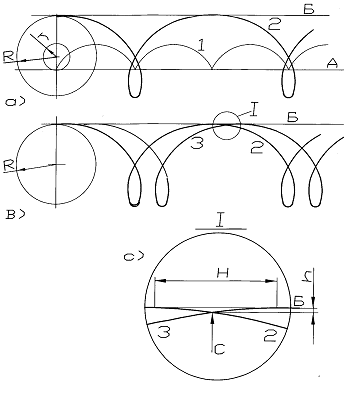
Рис.2. Обыкновенная циклоида 1 и удлиненные циклоиды 2 и 3, описываемые режущими лезвиями концевой фрезы
На рис.2 представлена обыкновенная циклоида 1, описываемая радиусом r и удлиненную циклоиду, описываемой радиусом R, на котором находятся режущие лезвия.
Уравнение циклоиды в параметрической форме в системе координат XY имеет вид
X= r · γ – R· Sin γ,
Y= r – R· Cos γ,
где γ – угол поворота производящей окружности радиусов r и R.
На рис.2а показаны в общем виде циклоиды 1 и 2; А – прямая, по которой без скольжения катится окружность радиуса r, каждая точка которой описывает обыкновенную циклоиду 1; Б- обрабатываемая поверхность, с которой соприкасаются ветви удлиненной циклоиды 2, описываемых режущими лезвиями фрезы. На рис. 2в показаны ветвь удлиненной циклоиды 2 и ветвь удлиненной циклоиды 3, отстающая от нее на величину H=S/Z, где S – величина подачи,мм/об; Z – число зубьев (на высоте С или на высоте L1). На рис. 2c показаны ветви удлиненных циклоид 2 и 3, точка С – пересечение ветвей этих циклоид; в результате пересечения получается гребешок высотой h, который является величиной шероховатости Rz обрабатываемой поверхности. В данном случае – величиной теоретической шероховатости.
Теоретическая шероховатость вычислялась при следующих условиях: диаметр фрезы d=50мм, то есть R =25мм; общее число зубьев Z=8, число стандартных зубьев Z1=4, число специальных зубьев Z2=4; подача S=0,30 – 0,45 мм/об (на высоте С), где число зубьев Z = Z1+Z2=8 подача S= 0,038 – 0,056 мм/зуб; на высоте L1, где число зубьев Z2=4 подача S=0,076 – 0,112 мм/зуб). Величина радиуса окружности обычной циклоиды r равна: r =S/2·π =0,048 мм при S=0,3 мм/об; r = S/2·π =0,072 мм при S=0,45 мм/об.
При расчете по наибольшей величине подачи S=0,45 мм/об получим следующие величины h: при Z=8 и S=0,056 мм/зуб (высота С) величина h =0,02 мкм; при Z=4 и S=0,112 мм/зуб (высота L1) величина h =0,06 мкм. Расчет производился по разработанной программе на языке программирования QBASIK-64 в среде WINDOWS XР. Полученные величины шероховатости h сопоставляются с величиной шероховатости Rz по ГОСТ 2789-73, (то есть h =Rz). Эти величины сравнительно небольшие, если учесть, что даже при шестом классе шероховатости Rz=6,3-10 мкм [ 6, 7 ], ГОСТ 2789-73 .
Поэтому здесь имеет место следующее утверждение, очень важное для концевых фрез с равной стойкостью боковых и торцовых режущих лезвий: теоретическая шероховатость практически не зависит от числа зубьев фрезы. В полученном численном примере Rz =0,02 мкм при Z=8 и Rz =0,06 мкм при Z=4 хотя и отличаются в три раза, но они все равно меньше величин даже шестого класса шероховатости Rz=6,3-10 мкм и принципиально ни на что не влияют. Но самое главное, как будет показано ниже, они не несут никакого физического смысла. Полученные Rz, вычисленные чисто геометрически, не учитывают никакие производственные, конструктивные и технологические факторы, при которых фрезерование происходит.
Одним из важнейших факторов является точность изготовления фрезы и в частности биение зубьев фрезы. В концевых фрезах радиальное биение между двумя смежными зубьями равно 0,03мм = 30мкм, а для двух противоположных зубьев0,06мм = 60мкм[6, 7 ], ГОСТ 2789-73 .
Заметим, что величина шероховатости по [ 6,7 ], ГОСТ 2789-73 для шестого класса равна 6,3 – 10 мкм, для пятого класса 10-20 мкм, для четвертого класса 20-40 мкм. Отсюда следует, что расчет шероховатости обрабатываемой поверхности для концевых фрез без учета пластической деформации металла при резании лишено физического смысла. Влияние пластической деформации металла при резании позволяет при фрезеровании концевыми фрезами получать поверхности пятого и шестого класса шероховатости [ 6,7 ].
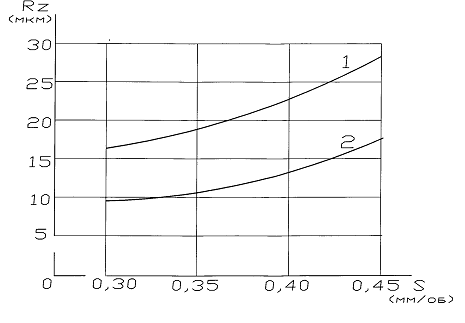
Рис.3. График зависимости величины шероховатости Rz от величины подачи S
для поверхности, обрабатываемой центральной частью фрезы (график 1), и
поверхности вблизи торцовой части фрезы (график 2)
Заметим, что величина теоретической шероховатости дает приемлимые результаты (и
только при больших подачах) для токарных резцов, где вместо диаметра фрезы подставляется в расчетную формулу радиус на вершине резца, который равен 0,5 – 2,5 мм (то есть величина на много меньшая, чем диаметр концевой фрезы); заметим, что для токарных резцов рассматривается не циклоида, а винтовая линия.
Для концевых фрез величина теоретической шероховатости не дает даже приблизительной оценки качества обрабатываемой поверхности, так как в зависимости от конкретных условий производства действительная шероховатость может давать большие или меньшие значения в зависимости от условий фрезерования.
Замеры действительной (фактической) шероховатости для концевой фрезы с равной стойкостью боковых и торцовых режущих лезвий производилась в производственных условиях механического цеха на вертикально-фрезерном станке 6М13П при следующих условиях: d=50 мм – диаметр фрезы; обрабатываемый материал сталь 40Х 160-180НВ ГОСТ 4543-71; Н = 37мм – высота стандартного зуба; C = 5мм – высота специального зуба; Z=8 –общее число зубьев; Z1=4 – число стандартных зубьев; Z2=4 – число специальных зубьев; В1=12 мм – ширина фрезерования; ω=40° – угол наклона специальных режущих зубьев; S =0,3-0,45 мм/об – величина подачи, то есть для торцовой части фрезы и для средней части фрезы величина подачи мм/зуб различная; V=110 м/мин – скорость резания; t = 4,0 – глубина фрезерования. Фрезерование производилось без применения СОЖ. Режимы резания типовые машиностроительные [ 7 ], Величина шероховатости определялась по эталонам шероховатости.
Марка твердого сплава титановольфрамовый сплав Т15К6 твердостью HRA 90. При чистовом фрезеровании имел место только износ по задней поверхности режущих лезвий, хрупкого повреждения в результате скалывания режущих кромок не происходило. Скалывание режущих кромок в ряде случаев происходило при получистовом фрезеровании при увеличении толщины срезаемого слоя и увеличении подачи.
Полученные данные соответствуют среднезатупленной концевой фрезе с величиной фаски износа по задней поверхности 0,25 мм. При марке твердого сплава ВК8 при чистовом фрезеровании износ режущих лезвий до среднеизношенной величины наступает быстрее. При затупленной фрезе шероховатость обработанной поверхности (по сравнению с острой фрезой) увеличивается от 15 до 30% . При обработке стали 35твердостью160-180НВ ГОСТ 4543-71 шероховатость изменяется незначительно, так как она больше зависит от твердости НВ, чем от химического состава металла.
Полученные данные шероховатости, обработанные по [ 8 ], использованы для построения графиков на рис.3 зависимости Rz от величины подачи S на высоте фрезы L1 (кривая 1) и на высоте С (кривая 2). Полученные данные свидетельствуют о том, что обработанная поверхность имеет различные величины шероховатости в средней части фрезы и у торцовой части фрезы; у торцовой части фрезы шероховатость меньше.
Заметим следующее. У стандартных традиционных фрез чистота обрабатываемой поверхности также различная в средней части фрезы и у торцовой части фрезы; вблизи торцовой части фрезы шероховатость поверхности увеличивается, так как здесь больше сказываются влияния погрешностей от биения и деформации инструмента и погрешностей станка. Шероховатость обрабатываемой поверхности, соответствующая средней части фрезы, для традиционной стандартной фрезы и для фрезы с равной стойкостью боковых и торцовых режущих лезвий примерно одинаковая.
Из графиков на рис.3 следует, что на высоте С число режущих лезвий в два раза больше, то есть Z=8, что способствует улучшению чистоты поверхности и уменьшению шероховатости (кривая 2). На высоте L1 число режущих лезвий в два раза меньше, то есть Z=4,стружка в два раза толще, что способствует ухудшению чистоты обрабатываемой поверхности и увеличению шероховатости (кривая 1).
ВЫВОДЫ
Получены и проанализированы данные замеров действительной (фактической) и теоретической шероховатости вблизи торцовой части фрезы (график 2 на рис3) и при удалении от торцовой части фрезы (график 1 на рис3).
Произведенный сравнительный анализ теоретической шероховатости, полученный без учета факторов, сопутствующих явлению резания, и действительной (фактической) шероховатости, полученной в результате замеров при фрезеровании концевой фрезой с равной стойкостью боковых и торцовых режущих лезвий, позволяет сделать вывод, что данные теоретической шероховатости для концевых фрез (это утверждение не касается токарных резцов) неприемлимы даже для ориентировочной оценки чистоты обрабатываемой поверхности.
Для оценки величин шероховатости проектируемой детали целесообразно пользоваться фактическими замерами или данными шероховатости уже изготовленных аналогичных типовых деталей.
Библиографический список
- Патент на полезную модель №125502 РФ МПК7 В23В 27/16 Концевая фреза повышенной стойкости/ Черкашин В.П., Водилов А.В. Опубликовано в бюллетене №7 2013.
- Черкашин В.П. Концевая фреза с равной стойкостью боковых и торцовых режущих лезвий// Вестник машиностроения.-2008.- №11.- C.53-55.
- Черкашин В.П., Водилов А.В. Концевая фреза с равной стойкостью боковых и торцовых режущих лезвий// СТИН (станки и инструмент).-2013.- №8.- C.23-28. 6.
- Водилов А.В., Черкашин В.П. Влияние стружкоразделительных канавок на температурное поле концевой фрезы с равной стойкостью боковых и торцовых режущих лезвий//Современная техника и технологии.-2013.- № 7.
- Водилов А.В., Черкашин В.П. Концевая фреза с равной стойкостью боковых и торцовых лезвий сменных неперетачиваемых режущих пластин// Современная техника и технологии.-2013.- № 9.
- Грановский Г.И., Грановский В.Г. Резание металлов.- М: Машиностроение. 1969.-288c.
- Справочник металлиста. В 5 т. // Е.Д. Баклунов, А.К.Белопухов,М.И. Жебин и др.: Под ред. А.Н. Малова.- М .: Машиностроение.1977. Том 3.-748c.
- Яковлев К.П. Математическая обработка результатов измерений.M.-Л.: Гостехтеориздат. 1950.-388c
Все статьи автора «Водилов Андрей Валерьевич»
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте.